Chi tiết: tự sửa chữa thuyền nhôm bằng epoxy từ một bậc thầy thực sự cho trang web my.housecope.com.
Việc sử dụng keo trong sửa chữa vỏ hợp kim nhôm của thuyền máy giúp cho các mối nối có độ bền cao, chống ẩm và chống rung, chịu được xăng và dầu. Là một vật liệu làm kín và chất điện môi tốt, chất kết dính ngăn ngừa sự ăn mòn trong các mối nối của các bộ phận.
Các chất kết dính được sử dụng phổ biến nhất dựa trên nhựa epoxy. Chúng được bán lẻ với tên gọi "Keo dán phổ thông EDP". Gói này bao gồm hợp chất epoxy EDP (nhựa epoxy ED-6 với chất làm dẻo) và chất làm cứng - polyethylenepolyamine. Khi tạo chất kết dính, thường 1 phần chất làm cứng được lấy cho 10 phần trọng lượng của hợp chất.
Ngoài ED-6, ED-16 và ED-20 nhựa có cùng chất hóa dẻo (dibutyl phthalate) và chất làm cứng thường được sử dụng. Để tăng sức mạnh của khớp, các chất độn khác nhau được đưa vào chế phẩm. Để sửa chữa thân tàu về các đặc tính sức mạnh, các chất độn được sử dụng phổ biến nhất là
bột nhôm mịn và mica mài là phù hợp. Chất độn được thêm vào với số lượng 10-15 phần theo khối lượng, trộn kỹ cho đến khi biến mất các cục.
Các bề mặt cần kết dính được làm sạch bằng giấy nhám hoặc bàn chải kim loại, sau đó tẩy dầu mỡ và làm khô. Keo được phủ một lớp mỏng và được nén chặt bằng kẹp hoặc quả nặng. Chất kết dính bị ép ra trong quá trình nén sẽ bị loại bỏ. Để các bộ phận khít hơn và có được mối nối keo có độ dày từ 0,3 - 0,4 mm, cần tạo lực ép từ 0,5 - 1,0 kg / cm2, phân bố đều trên toàn bộ bề mặt cần dán. Dưới áp lực, các bộ phận được giữ cho đến khi chất kết dính hoàn toàn cứng lại, xảy ra ở nhiệt độ phòng (18-25 °) sau 24 giờ; ở nhiệt độ cao hơn, thời gian đóng rắn được rút ngắn. Cần phải nhớ rằng độ phù hợp của thành phần chất kết dính là không quá 2 giờ, và chất lượng kết dính tốt nhất kéo dài khoảng 30 phút. Khi chuẩn bị một phần keo, bạn cần ghi nhớ điều này và tiến hành từ tỷ lệ tiêu thụ gần đúng là 0,04 g / cm2 cho một mặt và 0,06 g / cm2 cho hai mặt. Ngoài ra, cần lưu ý rằng các chế phẩm epoxy được chuẩn bị với một lượng tương đối lớn (100-150 ml) trong một thùng chứa dễ tự gia nhiệt ở nhiệt độ cao và kết quả là nhanh chóng đông cứng. Do đó, bạn cần phải bôi keo đã hoàn thành vào bộ phận một cách khá nhanh chóng hoặc chuẩn bị đồng thời trong nhiều hộp nhỏ.
| Video (bấm để phát). |
Sử dụng chất kết dính phụ, bạn thậm chí có thể loại bỏ các vết lõm nhỏ, đóng các vết nứt nhỏ và vết chìm trên thân tàu và các tấm boong. Sau khi keo đã đóng rắn, bề mặt được làm phẳng bằng giấy nhám hoặc giũa và sơn. Để đảm bảo hơn, đặc biệt là với các vết nứt, khu vực bị hư hỏng được bịt kín bổ sung bằng một miếng vải mỏng bền.
Trong số các chất kết dính-keo nhập khẩu hiện đại với các đặc tính phổ quát, sản phẩm nổi tiếng nhất của công ty "Sika".
Keo polyurethane một thành phần của công ty này cứng lại khi tiếp xúc với độ ẩm không khí. Ví dụ, các chất bịt kín như "Sikaflex-291" và "292", được đặc trưng bởi độ bền rất cao, được sử dụng rộng rãi trong việc sửa chữa các lớp vỏ làm bằng các vật liệu khác nhau. Chúng được sử dụng khi kết nối các bộ phận chịu tải động cao. Tuy nhiên, để có được độ bền đảm bảo, trước tiên các bề mặt phải được sơn lót bằng một loại sơn lót (sơn lót) độc quyền, chẳng hạn như Sika Premer 290 DC.
Tôi đang tham gia vào việc phục hồi một cái vạc mới mua-m.Có một số nơi bạn muốn thi công san phẳng bề mặt bằng sợi thủy tinh trên nền epoxy. Nhưng tôi đọc một cái gì đó ở đây và mọi người trở nên nghi ngờ - liệu nó có giữ được gì không?
Tôi muốn hỏi người điều chỉnh cao quý Leo, nhưng vì lý do nào đó mà anh ta không trả lời.
Nói chung, ý nghĩa là thế này: ngoài epoxy, nên thêm chất hóa dẻo và bột nhôm, họ nói rằng nó sẽ giữ được tốt hơn và sẽ không có gì xấu xảy ra với các hệ số giãn nở nhiệt khác nhau. Có phải như vậy không? Tôi có quyền truy cập vào nhựa ED-20 và PEPA vào nó.
Nếu bạn dán sợi thủy tinh, thì loại nào tốt hơn nên sử dụng: dày hơn nhưng có một lớp, hay mỏng hơn nhưng có 2-3 lớp?
Tôi có nên sử dụng lớp phủ bảo vệ (sơn phủ) lên trên hay không, hay không giúp được gì? Nếu được sử dụng, cái nào?
kim loại lỏng (hai ống tiêm hàn lạnh dựa trên epoxy ((ở đó có bột nhôm)) - được kiểm tra chặt chẽ nhiều lần và trong nhiều năm hoạt động.
Tại sao lại phát minh ra, có những loại bột bả san lấp mặt bằng chứa đầy thuốc lá và sợi thủy tinh.
> Tại sao lại phát minh ra, có những miếng lót san lấp mặt bằng chứa đầy thuốc lá và
> sợi thủy tinh.
Không, nó sẽ không hoạt động như vậy, điều cần thiết là một bề mặt độc lập phải được làm bằng sợi thủy tinh.
Rơi xuống. Không phải ngay lập tức, nhưng chắc chắn.
Tôi có một vết lõm phía trên đường nước trên vải bọc, được người chủ cũ sửa lại bằng băng keo và sơn epoxy cách đây hơn 10 năm, nó sẽ không bong ra.
>>> Ovalitsya.Ne ngay lập tức, nhưng không thể tránh khỏi.
>>> Tôi có một vết lõm phía trên đường nước trên tấm vải bọc được người chủ trước đó vá lại bằng băng keo và sơn epoxy cách đây hơn 10 năm, nó sẽ không bong ra.
Và đây là cách để trở thành một chiếc chảo mới nướng?
Nó thực sự phụ thuộc vào độ dày của da tại nơi dán và sử dụng thuyền, nếu da ở nơi bạn sẽ dán keo dù chỉ một chút hoặc được cho là đi trên sóng, nó sẽ rơi ra Nó có thể tồn tại trong vài năm, nhưng cuối cùng nó vẫn sẽ bong ra.

Tôi đã loại bỏ sơn khỏi P4, có nhiều chỗ được đặt dưới một đám mây nhiều lớp.
Những chiếc thuyền ở phía trước của nhiều người với hai bên được trát vữa, và không có gì cả. Bạn có thể rửa cải ngựa bằng tay với chất độn al., Độ kết dính là điên rồ, nó giống như hàn lạnh.
Đây, tôi đã lấy nó ra.

Hai.
Tất cả mọi thứ sẽ rơi xuống dưới đáy, bất kỳ cái nào giữ ở trên mực nước
Tôi đã phủ epoxy vào góc dưới bên phải của đuôi tàu trong một cái vạc .. họ lái nó dọc đường và rơi từ xe đẩy xuống mặt đường nhựa và phần góc bị mòn. niêm phong bằng nhôm 0,5 mm trên đinh tán .. trên cùng bằng epoxy và bên trong thuyền nữa .. sống được bốn năm .. chỉ có các cạnh di chuyển đi. và chết như vậy .. trên thuyền trên mũi tàu dọc theo keel có một góc kim loại bảo vệ (một cái đã gỉ như vậy). chúng tôi cũng đã sử dụng nó với một hỗn hợp bột epoxy và nhôm .. về mặt thẩm mỹ, nó trông giống như một bộ phận bằng nhôm đúc của chiếc thuyền. từ quan điểm thực tế: họ kéo nó dọc theo cát trên đá .. nó vẫn ở trên .. nó mòn đi một chút .. nhưng góc không bị rơi ra và càng nhôm càng không bị biến chất. Nếu tôi cần dán một thứ gì đó trên thuyền, tôi chắc chắn sẽ sử dụng epoxy với bột .. nhưng nếu bạn cần san bằng bột trét .. thì việc san phẳng sẽ dễ dàng hơn và cho bề mặt mịn hơn sau khi mài ..
Theo người bán, có những loại nhựa đặc biệt để sửa chữa nhôm, duralumin, cùng với kim loại này, sẽ nở ra hoặc co lại tùy thuộc vào nhiệt độ. Bản thân tôi đã sử dụng nó trong quá trình sửa chữa Sarepta. Có các vết nứt 5x100mm và 10x150mm ở phần tiếp giáp của cạnh bên và phía dưới ở khoảng cách 800mm từ cây chuyển, tức là luôn ở trong nước. Giữ tốt, tùy thuộc vào các yêu cầu sử dụng. Tôi không nhớ nó được gọi là gì bây giờ. Tôi sẽ cố gắng tìm tên ở nơi làm việc vào ngày mai.
> được gọi là bây giờ tôi không nhớ. Tôi sẽ cố gắng tìm tên ở nơi làm việc vào ngày mai.
Chào buổi tối.
Hóa đơn ghi:
1. Nhựa Ame T35 - chính là nhựa
2. Butanox M50 - chất làm cứng.
Tỷ lệ dường như là 1:50. Làm sạch kim loại, tẩy dầu mỡ, làm khô. Tôi đã phủ một lớp sợi thủy tinh, nhưng nó khá đặc biệt - dệt rất hiếm và các sợi được lấy ra một cách bình tĩnh mà không cần nỗ lực, đổ nhựa. Lặp lại sau khi làm khô hoàn toàn. Lần thứ ba chỉ bôi nhựa cây.Bạn phải làm việc khá nhanh, bởi vì. hỗn hợp đông kết nhanh chóng. Quan trọng - ngày hết hạn của các thành phần.
Tôi đã có lỗ trên P4 ở dưới cùng của cây chuyển. Tôi bôi chúng bằng epoxy với bột và bột trét epoxy. Mọi thứ rơi ra do tính không dẻo của epoxy. Bột trét polyester giữ tốt. Nhưng nó có tính hút ẩm. Và cái lỗ tôi có từ nó ngày càng lớn
> Chào buổi tối.
> Vận đơn ghi:
> 1. Nhựa Ame T35 - chính là nhựa
> 2. Butanox M50 - chất làm cứng.
Vật này có thể chịu được rung động và uốn cong của vỏ máy không? Chỉ là một chỗ nên được bôi mỏng, tổng cộng là 1 mm nhôm. Về lý thuyết, nó sẽ uốn cong nếu bạn nhấn.
> Tham gia vào việc phục hồi cái vạc mới mua-m. Có một vài nơi mà bạn muốn
> thi công san phẳng bề mặt bằng sợi thủy tinh trên nền epoxy.
Vì vậy, nhiều là đủ, hoặc nhiều hình ảnh hơn để ném?
Nhưng nếu bạn chỉ trang trí bề mặt, sẽ tốt hơn với bột trét trắng với sợi thủy tinh. Đương nhiên, trước khi áp dụng nó, hãy chà nhám nó với chất lượng cao, đánh bóng và sau đó áp dụng nó.
> Nhưng nếu bạn chỉ cắt bề mặt, thì tốt hơn với bột trét trắng với
> sợi thủy tinh. Đương nhiên, trước khi áp dụng, cát, nguyên tố,
> và sau đó áp dụng.
Hình ảnh có thể nhiều hơn, chúng đẹp mắt 🙂 Nhưng tốt hơn nữa nếu thêm các từ:
nhựa gì đã được sử dụng và với chất hóa dẻo nào? Vật liệu gì đã được tán đinh? Hầu hết tất cả, nó trông giống như bìa cứng ướt 🙂 Con thuyền chạy sau khi sửa chữa trong bao lâu? Bạn đã đắp loại đất gì? Nó đã mất bao nhiêu nhựa thông?
> Chào buổi tối.
> Vận đơn ghi:
> 1. Nhựa Ame T35 - chính là nhựa
> 2. Butanox M50 - chất làm cứng.
> Tỷ lệ có vẻ là 1:50. Làm sạch kim loại, tẩy dầu mỡ, làm khô.
> Tôi đã phủ một lớp sợi thủy tinh, nhưng nó khá đặc biệt - việc dệt rất hiếm và
> các sợi được lấy ra một cách bình tĩnh mà không cần nỗ lực, làm đổ nhựa. Sau khi làm khô hoàn toàn
> lặp lại. Lần thứ ba chỉ bôi nhựa cây. Bạn phải làm việc khá nhanh.
> bởi vì hỗn hợp đông kết nhanh chóng. Quan trọng - ngày hết hạn của các thành phần.
Bạn có chắc đó là epoxy? ))))))
> Hình ảnh có thể nhiều hơn, chúng đẹp mắt 🙂 Nhưng tốt hơn nữa nếu thêm các từ:
> nhựa gì đã được sử dụng và với chất hóa dẻo nào? Vật liệu là gì
> tán thành? Hầu hết tất cả, nó trông giống như bìa cứng ướt 🙂 Con thuyền đi sau bao lâu
> sửa chữa? Bạn đã đắp loại đất gì? Nó đã mất bao nhiêu nhựa thông?
1, Chúng tôi làm sạch kim loại trần
2, Chúng tôi phủ 2-3 lớp VL-02 (023)
3, Thi công 2-3 lớp sơn lót epoxy hai thành phần.
4, Áp dụng lượng thảm thủy tinh cần thiết cho nhựa,
5, tán đinh
6, Áp dụng lượng sợi thủy tinh cần thiết.
7, Bột trét trắng trên sợi thủy tinh.
8, Chúng tôi làm sạch và sơn.
Thuyền trên mặt nước 3 năm. Không có dấu hiệu epoxy bong tróc kim loại.
> 4, Áp dụng lượng thảm thủy tinh cần thiết cho nhựa,
Bạn đã chụp bao nhiêu lớp và mật độ như thế nào?
Theo tôi hiểu, anh ấy đã kéo những chiếc đinh tán nhỏ nhất, phải không?
> 6, Áp dụng lượng sợi thủy tinh cần thiết.
Ngoài ra, những gì và mật độ bạn đã đặt?
Và nó đã mất bao nhiêu epoxy? Bây giờ tôi đang quyết định xem nên lấy gì: lọ keo epoxy nhỏ hoặc dễ dàng hơn là kéo ngay 5 kg.
>
>> 4, Áp dụng lượng thảm thủy tinh cần thiết cho nhựa,
>
> Bạn đã chụp bao nhiêu lớp và mật độ như thế nào?
>
>> 5, tán đinh
>
> Theo tôi hiểu, tôi đã kéo những chiếc đinh tán nhỏ nhất, phải không?
>
>> 6, Áp dụng lượng sợi thủy tinh cần thiết.
> Ngoài ra, bạn đã đặt mật độ gì và mật độ nào?
>
> Và nó đã mất bao nhiêu epoxy? Bây giờ tôi đang quyết định xem nên lấy gì: lọ nhỏ
> keo epoxy, hoặc dễ dàng hơn là kéo ngay 5 kg.
Thảm thủy tinh là loại dày đặc nhất, cũng như sợi thủy tinh. Đinh tán 4,8mm. Epoxy lấy + - 5kg.
Các lớp không giống nhau ở mọi nơi. Tôi san phẳng bề mặt bằng những miếng thảm thủy tinh nhỏ, sau đó phủ một vài lớp lên trên chúng thành những dải lớn. Đinh tán và trên sợi thủy tinh. Có 6 lớp trên thân. Tàu thuyền và cầu vượt 3 lớp bằng sợi thủy tinh.
Do đó, nó phải được hàn hoặc dán. Vì chỉ có các chuyên gia mới có thể hàn được nên keo nhôm là một lựa chọn tuyệt vời cho gia đình. Nhưng đối với kim loại này, chỉ có loại keo đặc biệt là phù hợp.
Bất kỳ chất kết dính nào dành cho nhôm đều phải chứa kiềm và axit trong thành phần của nó, những chất này sẽ phá hủy màng oxit của nó và tăng độ bám dính, mang lại kết nối bền vững.


Với sự phát triển của công nghệ hiện đại, việc kết dính các chi tiết nhôm với nhau một cách chắc chắn nhờ phương pháp nguội đã trở nên dễ dàng hơn.
- Keo hàn nguội Mastix;
- Giấy nhám;
- Cồn, axeton hoặc bất kỳ chất tẩy nhờn nào khác.
Đến keo nhôm với nhau với keo này, bạn cần:
- Bằng giấy nhám, làm sạch bề mặt kết nối khỏi rỉ sét và bụi bẩn;
- Tẩy dầu mỡ bằng cồn hoặc axeton;
- Chờ cho đến khi bề mặt khô;
- Cắt bỏ một lượng que cần thiết và dùng ngón tay trộn đều hai thành phần để thu được một khối đồng nhất ở dạng plasticine. Màu sắc phải đồng đều;
- Bôi hỗn hợp keo lên cả hai bề mặt nhôm cần nối;
- Ấn mạnh và cố định chúng trong 15 phút cho đến khi keo cứng lại.

Là loại keo nhôm gốc epoxy hai thành phần có đặc tính kết dính và chịu nhiệt cao.
Với nó, nhôm có thể được liên kết với các vật liệu khác có độ giãn nở nhiệt khác nhau: đá, sứ, gỗ hoặc nhựa.
Để dán bề mặt nhôm với các kim loại và vật liệu khác, cần chuẩn bị:
- Chất kết dính chịu nhiệt Epoxy Moment Epoxy kim loại;
- Giấy nhám;
- chải;
- Phương tiện để tẩy dầu mỡ trên bề mặt dán (cồn hoặc axeton).
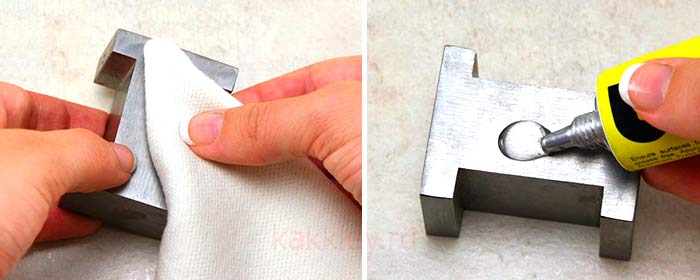
Sau đó, bạn có thể bắt đầu làm việc:
- Làm sạch bề mặt cần kết dính bằng giấy nhám thô để loại bỏ bụi bẩn và rỉ sét;
- Tẩy dầu mỡ các bộ phận bằng axeton hoặc cồn;
- khô;
- Bóp lượng chứa trong hai ống tiêm keo (khối lượng epoxy và chất làm cứng) vào một thùng chứa riêng biệt theo tỷ lệ 1: 1;
- Trộn đều khối lượng epoxy và chất đông cứng với nhau bằng bàn chải;
- Dùng cọ quét keo lên cả hai bề mặt nhôm cần dán;
- Kết nối các bộ phận và ấn chặt chúng trong vài giây;
- Lau sạch phần keo thừa ngay lập tức bằng vải;
- Chờ 30 phút cho hỗn hợp kết dính cứng lại.
Mặc dù nhiều người không nhận ra hiệu quả của việc sử dụng keo cho nhôm, nhưng bằng cách chọn đúng sản phẩm và thực hiện công việc dán rõ ràng theo hướng dẫn, nó có thể được sử dụng để đạt được kết nối bền nhất.
Hơn nữa, loại kết nối này có thể được kết hợp với buộc cơ học.

Những hư hỏng nhỏ như trầy xước, vụn bề mặt và mài mòn là đủ để sửa chữa bằng bột bả, sau khi trùng hợp cần được làm sạch và sơn cẩn thận.
Đất sét polyme là một vật liệu chất lượng cao, có độ dẻo cao và lý tưởng để điêu khắc.
Chúng tôi bắt đầu bằng cách chọn những bông hoa mà chúng tôi muốn điền vào và phác thảo các đường viền mong muốn của trang trí trên giấy (các loại cây nên có.
Nhiều thợ gia công đang phải đối mặt với hiện tượng các khu vực không được đảm bảo trên bề mặt của lớp sơn epoxy. Khi đã qua giai đoạn đông cứng và gần như toàn bộ bề mặt đã cứng lại, một số chỗ có thể vẫn còn dính và mềm.
Trong cuộc sống hàng ngày, nhựa epoxy ED-20 thường là một công cụ phổ biến phục vụ cho việc dán các loại bề mặt khác nhau và để đúc các sản phẩm số lượng lớn sử dụng chất độn. Việc sử dụng linh hoạt như vậy của nhựa epoxy dựa trên khả năng bám dính tuyệt vời của nó với cả kim loại và hợp kim của chúng và các vật thể phi kim loại, cũng như độ bền của vật liệu đã được đóng rắn trước tác dụng của các dung môi thông thường (chủ yếu là nước).
Nhựa epoxy rất thường được sử dụng để sửa chữa thuyền bằng sợi thủy tinh hoặc hợp kim nhôm. Như đã đề cập ở trên, nó có độ bám dính tốt với cả hai loại vật liệu và dễ sử dụng cho phép bạn hoàn thành việc sửa chữa mà không cần bất kỳ thiết bị chuyên dụng nào (trong trường hợp nhôm, hàn trong môi trường khí trung tính) và thực tế trên bờ biển, nơi thủ công đã được kéo ra để làm khô / kiểm tra.
Bản thân nó, bất kỳ chế phẩm nào dựa trên nhựa epoxy đều là chế phẩm hai thành phần - nghĩa là, để "co giật", cần thêm một lượng nhỏ chất làm cứng đã đo được vào thể tích nhựa đã chọn và sau đó trộn toàn bộ. kỹ lưỡng khối lượng để phân bố đều chất làm cứng đã thêm vào trong toàn bộ thể tích phản ứng. Điều quan trọng là phải hiểu rằng bản thân chất làm cứng không chỉ đóng vai trò là chất xúc tác cho quá trình trùng hợp nhựa, mà được tiêu thụ trong quá trình đóng rắn, "tích hợp" vào các chuỗi polyme tạo thành. Do đó, việc thay đổi tỷ lệ nhựa / chất làm cứng không chỉ thay đổi tốc độ của toàn bộ quá trình, mà còn thay đổi các đặc tính cuối cùng của nhựa đã đóng rắn.
Nếu so với tỷ lệ khuyến nghị của nhà sản xuất, lấy quá ít chất làm cứng, thì hỗn hợp phản ứng có thể hoàn toàn không trùng hợp hoặc có độ dính dư trên bề mặt mà không biến mất theo thời gian. Nếu bạn làm ngược lại và sử dụng quá nhiều chất làm cứng, thì khối phản ứng sẽ không chỉ trở nên rất nóng và cứng lại quá nhanh, mà kết quả là nó còn trở nên quá dễ vỡ. Nếu nhựa được yêu cầu duy trì độ đàn hồi sau khi đóng rắn, thì đối với những mục đích này, các nhà sản xuất chế phẩm epoxy khuyên bạn nên sử dụng các chất phụ gia hóa dẻo đặc biệt được đưa vào khối phản ứng trước khi đóng rắn - và tỷ lệ của chúng trong khối lượng cuối cùng cũng không được vượt quá giới hạn khuyến nghị.
Nhôm và các hợp kim của nó là một trong những kim loại phổ biến nhất trong thế giới hiện đại. Nó có rất nhiều ưu điểm, nhờ đó nó đã trở nên phổ biến, nhưng việc sử dụng nó cũng có một số nhược điểm. Đặc biệt, vấn đề ốc vít trở thành một trở ngại.
Kim loại này không chịu được các kết nối bắt vít thông thường do tính mềm của nó. Nó có thể được hàn bằng argon, nhưng điều này đòi hỏi thiết bị phức tạp và một chuyên gia có trình độ, có thể không có trong tay.
Vì vậy, trong nhiều trường hợp, đặc biệt là khi mối nối không có yêu cầu đặc biệt về độ bền kéo, hàn nguội đối với nhôm là giải pháp cứu cánh.
Trên thực tế, thuật ngữ "hàn nguội" dùng để chỉ hai cách khác nhau để kết nối các bộ phận bằng nhôm với nhau.
Loại thứ nhất, thường được sử dụng trong nhà máy, dựa trên nguyên tắc khuếch tán, tức là sự xen vào của các phân tử của hai chất rắn khi chúng tiếp xúc với nhau. Về nguyên tắc, sự khuếch tán là đặc điểm của nhiều kim loại, và ở một số kim loại (nhôm, đồng và một số kim loại khác) thì quá trình này xảy ra nhanh hơn những kim loại khác.
Quá trình này được bắt đầu bởi áp suất. Dưới tác dụng của áp suất, các phân tử của hai phần nhôm khác nhau dường như “trộn lẫn” với nhau, các liên kết giữa các phân tử mới được hình thành và một đường nối đủ chắc chắn được hình thành.
Một cách khác để kết nối các bộ phận bằng nhôm là dán. Nó là chất kết dính cho nhôm mà hầu hết mọi người thường liên tưởng đến khái niệm hàn nguội.
Làm thế nào để keo nhôm với nhôm? Về cơ bản, các chế phẩm hai thành phần khác nhau được sử dụng, cơ bản là nhựa epoxy. Một thành phần bổ sung cung cấp độ bền và độ bám dính cho kim loại là bột thép được phân tán mịn, được thêm vào nền epoxy ngay trước khi sử dụng.
Những chất kết dính như vậy có thể được sản xuất ở nhiều trạng thái tập hợp khác nhau - cả ở dạng lỏng hoặc nửa lỏng, gần với gel hoặc nhựa thực tế, và ở dạng mastic - một khối giống như plasticine mà từ đó các thanh hình chữ nhật hoặc hình trụ được hình thành.
Mỗi thanh gồm hai chất không lẫn vào nhau. Quá trình trộn, kích hoạt tính chất kết dính của mastic, xảy ra trên ngón tay của người ngay trước khi thi công.
Phương pháp đầu tiên - hàn nguội dưới áp suất - thường được sử dụng hơn khi dập các bộ phận tại nhà máy.
Ưu điểm chính của nó là đường may được hình thành từ cùng vật liệu với các bộ phận, điều này làm giảm chi phí sản xuất băng tải và cho phép bạn tạo ra các mối nối có độ bền gần với các bộ phận đúc.
Hàn nguội dưới áp suất, có thể nói, ở nhiệt độ cao. Nó cho phép các bộ phận chịu được mức nhiệt tương đương với nhôm nguyên chất.
Ưu điểm của hàn biến dạng:
- chịu được sự dao động nhiệt độ lớn;
- chịu được áp lực lớn (nhưng không quá mức mà bản thân kim loại có thể chịu được);
- thể hiện khả năng chống chọi trong môi trường hung hãn;
- không thải ra môi trường các chất độc hại.
Nhược điểm chính là chỉ cần sử dụng thiết bị đặc biệt để hàn như vậy.
Có ba cách hàn chính như vậy:
Trong trường hợp đầu tiên, hai bộ phận được kết nối trong một máy ép đối đầu và được nén mạnh dọc theo trục dọc.
Bằng cách này, các phần tử có diện tích mối nối cục bộ (kích thước nhỏ) có thể được hàn. Cần tính đến quá trình “hao hụt” vật liệu sau khi nén: ví dụ khi hàn hai miếng nhôm cốt thép theo cách này, tổng chiều dài của chúng sẽ nhỏ hơn tổng chiều dài riêng từ 5-7%.