Chi tiết: động cơ do-it-yourself sửa chữa 01 từ một chuyên gia thực sự cho trang web my.housecope.com.
CÁC TÍNH NĂNG LẮP RÁP VÀ LẮP RÁP CỦA LẮP RÁP CHÍNH VÀ CƠ CHẾ CỦA ĐỘNG CƠ A-01, A-01M và A-41
Khi lắp ráp khối xi lanh và cơ cấu tay quay phải tuân theo các quy tắc sau:
1. Khi đặt các vòng đệm cao su lên ống lót xi lanh, chúng không được phép xoắn theo các rãnh. Các vòng cao su và đai lắp phía dưới trong khối xi lanh (0151 mm) phải được bôi trơn bằng dầu diesel, nếu không các vòng cao su có thể bị hỏng khi lắp các ống lót trong khối. Vát đầu chì trên đai hạ cánh dưới trong khối xi lanh phải phẳng, sạch, không có vết lõm.
Độ noãn của ống lót hình trụ mới với đầu ống trụ được cố định không được vượt quá 0,03–0,05 mm.
2. Trước khi lắp ráp piston với thanh nối và chốt, cần đun nóng piston trong bể dầu đến nhiệt độ 80-100 ° C. Cấm ấn chốt piston vào piston ở trạng thái nguội.
Thanh nối với piston phải được lắp ráp sao cho buồng đốt lệch về phía bu lông thanh nối dài. Khi lắp piston có thanh truyền vào trong khối xylanh thì buồng trong piston phải dịch chuyển so với trục của các xylanh theo hướng ngược lại với trục cam.
3. Các vòng nén phải được lắp trên pít-tông với các cạnh vát lên, đồng thời lưu ý rằng vòng trên cùng được mạ crom và phần còn lại không được mạ crom.
Không thể để các vòng biến dạng lớn khi chúng được lắp vào rãnh piston, do đó nên sử dụng loại đặc biệt
vật cố định được thể hiện trong hình 19 giới hạn sự mở rộng của các vòng đến đường kính ngoài là 142,5 mm.
| Video (bấm để phát). |
4. Khi lắp một piston với các vòng piston trong ống lót xi lanh, để tránh làm hỏng các vòng, nên sử dụng trục gá hình nón công nghệ (“ống bọc giả”), như thể hiện trong Hình 20.
5. Cần phải lấy các tấm lót ra khỏi khối xi lanh bằng cách sử dụng một bộ kéo (Hình 21), được lắp vào khoang bên trong của ống bọc.
6. Trước khi lắp các bộ phận của nhóm pít-tông vào xi-lanh động cơ, khóa của các vòng pít-tông liền kề phải được đặt ở vị trí một góc 120-180 ° so với ổ kia. Các vòng lắp trong rãnh piston phải chuyển động tự do trong chúng dưới tác dụng của trọng lượng bản thân.
Khe hở xuyên tâm giữa các vòng và rãnh (khi chúng được bao phủ bởi lồng có đường kính 130 mm) phải được quan sát trong các giới hạn sau (Bảng 4).
7. Khi đặt trục khuỷu vào khối xylanh và lắp các bộ phận của nhóm thanh truyền và pít tông thì cần số lượng (tiêu chuẩn) của lần sản xuất (1Н, 2Н) hoặc sửa chữa (PI, Р2, РЗ) kích thước của thanh truyền và các tạp chí chính của trục khuỷu tương ứng với số lượng (tiêu chuẩn) chèn.
Không được phép lắp trục và các ống lót có kích thước khác nhau, vì như vậy sẽ dẫn đến kẹt trục khuỷu.
Trước khi lắp ráp, cần phải làm sạch, rửa sạch bằng dầu hỏa hoặc nhiên liệu điêzen và thổi sạch bằng khí nén các khoang, rãnh dẫn dầu trong lốc máy, trục khuỷu và các thanh truyền. Các vết lõm, vết lõm, gờ và dấu phải được làm sạch cẩn thận. Giường và bề mặt bên ngoài phải được lau khô, và các tạp chí trục khuỷu phải được bôi trơn bằng một lớp dầu diesel sạch.
Không được cạo các lớp lót, giũa các nắp ổ trục chính, đặt bất kỳ miếng đệm nào giữa lớp lót và giường của nó và giữa các mặt phẳng ngăn cách ổ trục, sắp xếp lại các nắp thanh nối từ thanh nối này sang thanh nối khác hoặc lật ngược, sắp xếp lại ổ trục chính mũ từ nơi này sang nơi khác.
Khi lắp ráp nhóm pít-tông và trục khuỷu, nên sử dụng búa và đột bằng gỗ hoặc đồng.
tám.Cần lưu ý rằng việc siết chặt các bu lông thanh kết nối phải bắt đầu bằng một bu lông dài (vừa khít). Nếu không, điều này có thể dẫn đến vi phạm sự phù hợp của khớp nối có rãnh và biến dạng của giường thanh nối.
Không được phép sử dụng lại vòng đệm của bu lông thanh nối trong quá trình đại tu động cơ và sử dụng vòng đệm tự chế.
9. Nên siết các đai ốc để xiết các nắp ổ trục chính theo thứ tự như trong Hình 22, theo hai bước bằng cờ lê mô-men xoắn, sử dụng mô-men xoắn 41-44 kgm. Các nắp chịu lực phải được lắp đặt phù hợp với các con số được đóng dấu trên chúng.
10. Các đai ốc để bắt chặt các đầu xi lanh vào khối phải được siết chặt theo thứ tự nêu trên Hình 23, theo hai giai đoạn (sơ bộ và cuối cùng).
Ở trạng thái nguội của động cơ, mômen siết của đai ốc
buộc chặt các đầu xi lanh phải là 16-18 kGm, nóng - 18-20 kGm.
11. Nếu cần phải tháo rời cơ cấu cân bằng, bạn nên dùng một bộ kéo để ép các ổ trục ra (Hình 24).
Để thực hiện việc này, hãy mở khóa các bu lông 11 (xem Hình 18) để siết chặt các tấm 8, tháo chúng và tháo các tấm. Sau đó, bằng một cú đập nhẹ của búa hoặc di chuyển trên đầu trục của bánh răng tải, di chuyển tải theo hướng này và hướng khác cho đến khi nó dừng lại đối với các thành bên trong của vỏ cơ cấu. Dưới tác động của sự dịch chuyển của tải trọng, các rãnh bên ngoài của vòng bi sẽ bị ép ra khỏi lỗ khoan của vỏ cơ cấu. Sau đó, dùng một bộ kéo để ép vòng ngoài của ổ trục ra. Sau đó, với cùng một bộ kéo, nén kẹp bên trong, sau đó tải trọng bánh răng được lấy ra khỏi vỏ.
Lắp ráp theo thứ tự ngược lại. Nên ép ổ trục đồng thời cả vào vỏ và lên bánh răng của bánh răng chịu tải.
Cần lưu ý rằng vòng ngoài của vòng bi số 12507KM được lắp vào vòng trong và không thể hoán đổi với các vòng bi khác.
Khi lắp cơ cấu cân bằng vào động cơ, các dấu của bánh răng và núm vặn trục khuỷu phải thẳng hàng. Sau khi lắp cơ cấu với piston của xylanh thứ nhất ở c. Trọng lượng bánh răng m.t phải được hướng xuống dưới với độ chính xác ± 5 °.
Khi lắp cơ cấu cân bằng trên động cơ, giữa thân cơ cấu và mặt phẳng ăn khớp của khối xi lanh, cần lắp các miếng chêm mà chúng tạo ra khe hở bên giữa các răng khi ăn khớp của bánh răng-tải với. núm vặn trục khuỷu (0,25-0,4 mm trên đầu dò). Việc vi phạm khe hở này trong quá trình lắp ráp, cả theo chiều giảm và theo chiều tăng của nó, có thể dẫn đến tăng tiếng ồn khi ăn khớp và mòn khẩn cấp các răng bánh răng.
Chất lượng lắp ráp của cơ cấu cân bằng được kiểm tra bằng cách quay thủ công các quả nặng trong ổ trục. Các bánh răng phải trở về vị trí ban đầu dưới tác dụng của chính trọng lượng của chúng.
Việc lắp ráp các đầu xi lanh bắt đầu bằng việc lắp và mài các van. Các van được lắp trong các ống bọc dẫn hướng, trong khi van phải đi vào lỗ ống dẫn hướng một cách dễ dàng, dưới tác động của trọng lượng của chính nó. Sau đó, van được mài cho đến khi đạt được độ kín cần thiết của mép hình nón của bệ (hoặc bệ) của đầu xi lanh và van.
Sau khi đóng van, đầu được làm sạch bằng keo dán và rửa sạch.
Nên tháo rời và lắp ráp cơ cấu van bằng dụng cụ (Hình 25).
Để thuận tiện cho việc tháo lắp cốc đầu phun (khi thay vòng cao su hoặc miếng đệm đồng dưới cốc), bạn có thể sử dụng một bộ kéo (xem Hình 108). Khi thay thế các đinh tán, một trình điều khiển đinh tán được sử dụng (Hình 26).
Các bu lông lắp bánh đà, nắp thanh kết nối, bu lông lắp bánh răng trên trục cam, bu lông lắp trục đẩy, đai ốc lắp trục cánh tay đòn phải được khóa an toàn. Trong trường hợp này, ăng ten của vòng đệm phải vừa khít với mép của bu lông hoặc đai ốc. Trường hợp làm giả bằng dây thì phải kéo theo chiều quấn.
Khi ép phớt khung (vòng bít) vào các bộ phận của cơ thể (vỏ bánh đà, vỏ hộp bánh răng, nắp đầu xi lanh), không được phép làm biến dạng vòng đệm và phoi trên bề mặt của nó.
Môi niêm phong phải đều và mịn. Trước khi lắp vào trục, bề mặt của hộp nhồi phải được bôi trơn bằng mỡ Mỹ (dầu đặc) hoặc TsIATIM-201.
Tất cả các con dấu phải không có vết lõm và vết đứt.
Cơm. 19. Dụng cụ tháo, lắp vòng piston:
1 - thân máy; 2 - trục vít; 3 - nắp đậy; 4 - lò xo; 5 - bông tai: 6 - tay cầm; 7 - Trục; 8 - cracker (bọt biển).
Cơm. 20. Trục hình nón để lắp piston trong ống lót xi lanh.
Cơm. 21. Bộ kéo để tháo các ống lót xi lanh khỏi khối:
1 - đĩa; 2 - bông tai; 3 - mắt vít; 4 - trục vít; 5 - ống lót từ xa; 6 - thanh; 7 - tay cầm.
Đại tu động cơ là một tập hợp các công việc sửa chữa trên đơn vị động cơ đốt trong nhằm mục đích cải thiện tình trạng của toàn bộ động cơ. Từ lớn có nghĩa là việc sửa chữa như vậy là nghiêm trọng, đòi hỏi kiến thức lý thuyết và thực hành tốt. Ngoài ra, công việc cải thiện tình trạng của động cơ được gọi là thủ phủ của động cơ đốt trong.
Đại tu là một tổ hợp công việc sửa chữa liên quan đến việc thay thế các bộ phận không thể sửa chữa được (chủ yếu là pít-tông, vòng đệm, vòng đệm) và sửa chữa các bộ phận có thể khôi phục lại tình trạng xuất xưởng. Sau khi đại tu, động cơ sẽ phục hồi khả năng vận hành của nó (công suất, sức nén, không ồn và hoạt động trơn tru). Không giống như hiện tại hoặc đột xuất (ví dụ, cầu chì máy giặt bị nổ hoặc cửa sổ phía sau được sưởi ấm 2107 không hoạt động), một cuộc đại tu lớn bao gồm việc sửa chữa toàn bộ động cơ chứ không phải từng bộ phận riêng lẻ. Do đó, công việc này tốn kém kinh nghiệm, thời gian và tốt nhất là nhà để xe ấm áp, đủ ánh sáng nếu tài xế muốn tự kiếm vốn bằng tay của mình.
Vì động cơ là trái tim của chiếc xe nên nó phải được sửa chữa tuân thủ tất cả các tiêu chuẩn và quy tắc, độ chính xác và kỹ năng.
Cả động cơ xăng và động cơ diesel đều đốt cháy tài nguyên của chúng sau khi chuyển hết tài nguyên của chúng trong giờ động cơ (nếu động cơ đã chạy trong 1 giờ thì đây là 1 giờ động cơ) hoặc chạy trong hàng nghìn km.
- Bạn phải thêm dầu động cơ, nó sẽ đi đâu đó.
- Các hư hỏng cơ học của động cơ (nứt trong lốc máy).
- Độ nén trong xi lanh dưới mức chấp nhận được.
- Khói liên tục từ bộ giảm thanh có màu xanh lam hoặc hơi xanh (xám đen) dày với số lượng lớn.
- Nghe thấy tiếng gõ (đây có thể là bộ phận chèn bị lỏng, v.v.).
- Xe không kéo được như trước nữa, nhất là ngày càng tăng.
- Khi kiểm tra nến, chúng thường xuyên bị bẩn, có muội than, trong dầu.
- Mức tiêu thụ nhiên liệu đã trở nên nhiều hơn so với trước đây.
- Nhiều khí lọt vào cacte.
- Áp suất dầu thấp trong hệ thống.
- Động cơ quá nóng khi tải nhẹ.
- Động cơ chạy không liên tục.
Những lý do này không nhất thiết cho thấy sự cần thiết phải đại tu động cơ đốt trong. Nếu có nhiều dấu hiệu như vậy và chúng lặp đi lặp lại, thì đã đến lúc bạn nên cho xe lấy vốn hoặc tự làm.
- sửa chữa hiện tại hoặc trong dây chuyền (sửa chữa hoặc thay thế các bộ phận riêng lẻ, ví dụ, sơn ốp lưng);
- sửa chữa kỹ thuật theo đúng tiến độ (sửa chữa hoặc thay thế các bộ phận bị mòn đã hết tác dụng của chúng);
- sửa chữa đột xuất động cơ đốt trong (là khi chưa kịp ra nguồn nhưng vì một lý do nào đó mà động cơ bị hỏng);
- đại tu hoặc đại tu, hoặc vốn được thực hiện cả hai theo lịch trình sau khi một nguồn lực nhất định đã thông qua và sau sự cố cuối cùng.
Nguồn lực quãng đường dành cho ô tô trung bình được coi là khoảng 200 nghìn km, sau đó các đặc tính của nó giảm dần và đã đến lúc tạo vốn. Có những chiếc xe có tài nguyên 1 triệu km (chúng được gọi là động cơ triệu phú), mặc dù bây giờ có tin đồn rằng nguồn tài nguyên của những chiếc xe đắt tiền mới từng là triệu phú nay có nguồn tài nguyên nhỏ hơn nhiều. Xe càng được sửa chữa thường xuyên thì càng có lợi cho các nhà sản xuất ô tô và cửa hàng phụ tùng ô tô về mặt tài chính, nhưng do đó uy tín của một thương hiệu hoặc một mẫu ô tô cụ thể bị giảm sút.
Trong một số trường hợp, động cơ đốt trong bị mài mòn nghiêm trọng hoặc bị hỏng hóc nghiêm trọng, việc hoán đổi động cơ sẽ dễ dàng hơn.
AvtoVAZ, nhà sản xuất quy định số km trung bình cho xe VAZ 2114 = 150 nghìn km. Các chỉ số giống nhau, tính trung bình, tất cả các xe ô tô của Nga. Tuy nhiên, nếu các vấn đề khác nhau được loại bỏ kịp thời, nguồn động cơ có thể dễ dàng chịu được 250 nghìn km. Nguồn động cơ của ô tô nước ngoài trung bình 200.000 - 300.000 km trước khi đại tu.
Đại tu động cơ diesel và động cơ xăng được thực hiện theo các giai đoạn:
- Tháo rời động cơ.
- Rửa và làm sạch các bộ phận.
- Sau khi làm sạch, một thợ cơ khí ô tô có kinh nghiệm có thể xác định mức độ mòn của một số bộ phận, liệu chúng có thể được sửa chữa hoặc thay thế tốt hơn hay không. Việc khắc phục sự cố được thực hiện, đó là sau khi đã tháo đầu xi lanh (đầu xi lanh), nó và khối xi lanh (đầu xi lanh) được kiểm tra các phoi và vết nứt; kiểm tra các xi lanh xem có bị trầy xước và trầy xước hay không; xác định khoảng trống của các bộ phận giao phối; kiểm tra tình trạng của các pít-tông xem có vụn, vỏ, muội than không; kiểm tra các thanh nối trục khuỷu; nghiên cứu trục khuỷu của động cơ đốt trong; ngón tay; vòng bi; các bộ phận của cơ cấu phân phối khí cũng được kiểm tra (van, tay gạt, v.v.). Họ cũng so sánh kích thước của các bộ phận quan trọng với kích thước của nhà máy.
- Sau khi khắc phục sự cố, cần đánh giá mức độ hao mòn của toàn bộ động cơ: thay cái gì, bỏ cái gì, sửa chữa cái gì.
- Nếu bạn chưa bao giờ phải tháo rời hoàn toàn động cơ, thì sẽ đúng hơn và tốt hơn nếu bạn mời một người bạn hiểu biết.
- Nó là mong muốn thực hiện tháo rời trong một nhà để xe ấm áp và đủ ánh sáng.
- Trong quá trình tháo lắp, đặt tất cả bu lông, vòng đệm và đai ốc vào hộp có vách ngăn, không ném mọi thứ vào một thùng.
- Trong quá trình tháo gỡ, hãy nhớ trình tự nếu bạn làm việc này lần đầu tiên.
- Nếu bạn không biết phụ tùng đó được gọi là gì, hãy mang phụ tùng cũ đến cửa hàng và đưa cho người bán xem.
Trong hướng dẫn đại tu động cơ do-it-yourself của chúng tôi, đây là chuỗi các hành động:
- Tháo dỡ và tháo gỡ.
- Xử lý sự cố bộ phận.
- Rửa các bộ phận đã tháo rời.
- Đặt hàng và mua phụ tùng thay thế.
- Mài chặn và trục khuỷu.
- Sửa chữa đầu chặn.
- Công việc xác minh.
- Lắp ráp và lắp đặt động cơ đốt trong.
- Chạy theo vốn.
- Sự kết luận.
Tùy thuộc vào sản xuất và kiểu xe (thiết kế động cơ, số lượng xi lanh, loại hộp số), quá trình tháo dỡ động cơ có thể khác nhau. Vị trí của động cơ trên ổ bánh trước và bánh sau cũng khác nhau.
Động cơ chế hòa khí dễ dàng hơn và nhanh hơn để tháo rời vì chúng không bị nhồi nhét bởi các thiết bị điện tử, do đó, để có được động cơ chính nó, bạn phải tháo tất cả chúng một cách cẩn thận.
Vì vậy, nếu bạn phải đầu tư vốn cho Kamaz, chẳng hạn, động cơ diesel của nó từ nhà máy Yaroslavl YaMZ-236 sẽ mất khoảng 10 giờ để tháo dỡ. Nếu bạn làm công việc tương tự với các chất tương tự hạng nặng của Kamaz, sẽ mất hơn 30 giờ.
Và để tháo rời động cơ VAZ, bạn cần khoảng 3 giờ. Còn động cơ của xe du lịch sẽ mất khoảng 10 giờ.
Cần phải tháo rời từ từ, ném bu lông và đai ốc vào bất cứ đâu. Có thể nói, với việc tháo rời, chẩn đoán đã bắt đầu.
Xử lý sự cố trong trường hợp này là cơ học, tức là phải kiểm tra bằng mắt thường và có sự hỗ trợ của các dụng cụ đo lường độ mòn của các bộ phận.
- kiểm tra trục khuỷu và đo kích thước của nó, kiểm tra các chỗ uốn cong và định tâm;
- kiểm tra vỏ khối trụ (BC);
- kiểm tra các chi tiết của cơ cấu tay quay thanh truyền xem có phản ứng dữ dội hay không và tình trạng của bản thân: piston, xylanh, vòng đệm, ngón tay, thanh nối;
- kiểm tra vỏ đầu xi lanh (đầu xi lanh);
- chi tiết của cơ cấu phân phối khí;
- xác định khả năng bảo trì của các bộ phận và cụm lắp ráp.
Nhiều người bỏ bê công việc như rửa động cơ. Nên rửa sạch từng bộ phận và làm sạch mảng bám để có thể xác định mức độ mài mòn, cũng nên rửa sạch đầu xilanh và BC để phát hiện các vết nứt nếu có.
Sau khi làm quy trình khắc phục sự cố và sàng lọc ra những chỗ phù hợp để phục chế và những chỗ không phù hợp, cần đặt mua những bộ phận mới để thay thế những bộ phận không sử dụng được.Khi bạn đã biết những phụ tùng thay thế nào là cần thiết, bạn không cần phải trì hoãn việc đặt hàng và mua hàng của họ, vì các bộ phận mới vẫn cần được chuẩn bị để lắp đặt.
- Phụ kiện (thanh chính và thanh nối).
- Các chi tiết của nhóm piston.
- Kết nối các ngón tay que.
- Kết nối ống lót thanh truyền.
- Van (tất cả, cả đầu vào và xả).
- Các vòng gạt dầu.
- Vòng đệm (trọn bộ).
- Bộ dẫn hướng van và ghế van.
- Bơm với bộ sửa chữa.
- Bộ lọc và bơm dầu.
- Các bộ phận liên quan khác.
Sau khi vấn đề về phụ tùng đã được giải quyết, họ bắt đầu sửa chữa và phục hồi lốc máy và trục khuỷu của động cơ đốt trong. Trên máy phay và máy mài bề mặt, một lớp đệm của đầu xi lanh và bản thân khối được loại bỏ cho đến khi không còn vỏ và phoi. Nó xảy ra rằng có một số lớp vỏ sâu, do đó bạn phải loại bỏ các lớp trong nhiều lần vượt qua. Thông thường, tùy theo mức độ hư hỏng mà người ta cắt bỏ các lớp với độ dày 1 mm, 0,5 mm, 0,25 mm, 0,1 mm, 0,05 mm. Sau đó, họ bắt đầu mài bề mặt để hoàn thiện như gương.
Có một bảng đặc biệt để mài trục khuỷu, cho biết độ dày và hiệu quả sau khi sửa chữa so với một nhà máy mới.
Xin vui lòng cho tôi biết, tôi muốn tháo rời động cơ. và 41 sửa chữa, áp suất bị nhảy có gì, tính năng gì và cần chú ý những gì khi tháo lắp, sửa chữa và lắp ráp động cơ, xin cảm ơn mọi người trước!
Cảm biến áp suất có hoạt động không? Áp lực chỉ không nhảy. Nó luôn luôn ở mức thấp hoặc bình thường.
Xin vui lòng cho tôi biết, tôi muốn tháo rời động cơ. và 41 sửa chữa, áp suất bị nhảy có gì, tính năng gì và cần chú ý những gì khi tháo lắp, sửa chữa và lắp ráp động cơ, xin cảm ơn mọi người trước!
Xin chào đồng nghiệp, có lẽ tấm pallet bị nhàu nát?
Có lẽ cửa hút trong chảo không được vặn khỏi sự rung lắc, tôi đã có cái này.
Tôi sẽ tự đánh dấu 
Hãy tháo nó ra, đừng sợ, những người đàn ông ở đây trên diễn đàn đều bình thường, họ sẽ luôn nói với bạn nếu có gì. và chúng tôi sẽ.
Các bác sẽ lắp ráp động cơ, chụp ảnh đánh giá xem cái gì và như thế nào 
một nửa trống rất thú vị để xem 
thực hiện một đánh giá ảnh về những gì và như thế nào
Tôi sẽ thử và xem nó diễn ra như thế nào.
thực hiện một đánh giá ảnh về những gì và như thế nào
Tôi sẽ thử và xem nó diễn ra như thế nào.
Tôi sẽ đợi 
Các bác cho em hỏi bộ sửa máy bơm nước a 41 mẫu cũ và mẫu mới có gì khác nhau với ạ.
Thời điểm lắp ráp động cơ đã đến, để bắt đầu, chúng ta làm sạch lốc máy, sau đó rửa kỹ bằng xăng và thổi khí, chúng ta cũng rửa trục khuỷu một lượt. Chúng tôi đặc biệt chú ý đến các kênh xả.
Sau khi rửa khối và trục khuỷu, chúng tôi chuẩn bị các ống bọc để đặt vào khối. Để làm điều này, chúng tôi bố trí các vòng piston trên các tấm lót với việc kiểm tra các khe hở trong các khớp nối. Trong trường hợp này, các vòng STAPRI không tỏa sáng với sự ổn định và các khoảng trống trong toàn bộ bộ là từ 0,4 đến 0,65, chúng vượt qua theo Dung sai Tiếp theo ta đánh dấu các ống lót, piston và vòng đệm bằng xi lanh để sau này khi lắp ráp không bị nhầm lẫn, rửa sạch tay áo và lắp các vòng chữ o, bôi trơn chúng và các ghế trong khối bằng lithol và chèn chúng thành khối. Tốt hơn là bạn nên lắp các ống tay áo bằng cách tạo một vật cố định đơn giản từ đinh tán có ren và miếng đệm hơn là dùng búa tạ đóng.
Sau khi hạ cánh tay áo, chúng tôi chuẩn bị các bộ phận khác để lắp ráp tiếp theo. Chúng tôi rửa các nắp chính, tháo rời bơm dầu và kiểm tra độ mòn, cơ cấu cân bằng yêu cầu thay vòng bi, cả hai ổ của bơm dầu nsh-10 và nsh-32 cũng yêu cầu thay vòng bi. ly hợp nsh-32, các cam bị cháy.
Sau khi hạ cánh tay áo, chúng tôi chuẩn bị các bộ phận khác để lắp ráp tiếp theo. Chúng tôi rửa các nắp chính, tháo rời bơm dầu và kiểm tra độ mòn, cơ cấu cân bằng yêu cầu thay vòng bi, cả hai ổ của bơm dầu nsh-10 và nsh-32 cũng yêu cầu thay vòng bi. ly hợp nsh-32, các cam bị cháy.
Các con số trên các piston ở đâu? động cơ cũng rơi ra trên các pít-tông, tìm thấy số 2k hoặc 2zh, điều này có thể có nghĩa là gì? và cả bộ piston giá bao nhiêu cho bạn nếu nó không phải là bí mật
số 2k hoặc 2zh, điều này có thể có nghĩa là gì? và cả bộ piston giá bao nhiêu cho bạn nếu nó không phải là bí mật
2-Đây là nhóm trọng lượng của piston 3020-3030 kg, và F là nhóm cỡ 129,89-129,91. Giá của bộ dụng cụ là 12800 rúp. Khi lắp ráp động cơ, mong muốn có một nhóm piston.
số 2k hoặc 2zh, điều này có thể có nghĩa là gì? và cả bộ piston giá bao nhiêu cho bạn nếu nó không phải là bí mật
2-Đây là nhóm trọng lượng của piston 3020-3030 kg, và F là nhóm cỡ 129,89-129,91. Giá của bộ dụng cụ là 12800 rúp. Khi lắp ráp động cơ, mong muốn có một nhóm piston.
Cảm ơn bạn 
Tôi đã nghĩ đến việc mua một piston mới  Tôi đã tháo động cơ và cảm thấy sợ hãi, tôi sẽ tung ra một bức ảnh chụp loại pít-tông mà tôi có và cách nó vẫn hoạt động và quan trọng nhất là không hút thuốc
Tôi đã tháo động cơ và cảm thấy sợ hãi, tôi sẽ tung ra một bức ảnh chụp loại pít-tông mà tôi có và cách nó vẫn hoạt động và quan trọng nhất là không hút thuốc
Alexander Nikolaevich, bạn làm mọi thứ theo phong thủy 
. Tay áo kéo - nó cũng có thể được nhìn thấy để hạ cánh tay áo tại chỗ. Tôi không bao giờ sử dụng búa tạ - tôi luồn tay áo vào từ nỗ lực của bàn tay, bạn cảm thấy nỗ lực và các vòng cao su sẽ không bị cắt ra. Sau khi hạ cánh, tôi khó chịu với một cái búa xuyên qua một miếng đệm bằng gỗ.
Đẹp trai của tôi đây 

Tôi chèn các ống tay áo từ nỗ lực của bàn tay, bạn cảm thấy nỗ lực và các vòng cao su sẽ không bị cắt ra.
Thành thật mà nói, tôi thậm chí không nghĩ đến việc thử nó bằng tay của mình, nhưng tất nhiên là có một sự sợ hãi.
Xin chào các bạn sẽ cho các bạn biết trục khuỷu a-41 là của Trung Quốc giá 14 tấn, còn có Barnaul giá 24 tấn, chúng khác nhau như thế nào? Và bạn có thể đặt tiếng Trung? bạn nghĩ sao
Và bạn có thể đặt tiếng Trung? bạn nghĩ sao
Còn cái cũ thì sao, nó xay được. Tiếng Trung là roulette. Không có đánh giá nào tốt về chúng.
Và bạn có thể đặt tiếng Trung? bạn nghĩ sao
Còn cái cũ thì sao, nó xay được. Tiếng Trung là roulette. Không có đánh giá nào tốt về chúng.
có những lớp lót ở gốc, và các lớp lót đã được mài nhẵn p3, tôi nghĩ điều đó chẳng có nghĩa lý gì, nhưng bạn nghĩ sao về Barnaul?
các lớp lót đã được mài nhẵn p3, tôi nghĩ điều đó chẳng có nghĩa lý gì, nhưng bạn nghĩ sao về Barnaul?
Còn một sửa chữa nữa, bạn có thể nghiền nát nó Và Barnaulsky là trục cơ bản của họ, tất cả các động cơ đều sử dụng chúng. Nhưng khi thay trục thì cần cân bằng với bánh đà, mình đã có kinh nghiệm lắp trục không cân bằng, sau khi lắp ráp xong động cơ lúc khởi động đầu bị rung lắc khủng khiếp, nhưng mình không muốn tháo ra. còn động cơ nữa, tôi đã thoát khỏi tình huống này bằng cách hàn các miếng gia cố lên rổ bằng phương pháp chọc thủng khoa học, dù đúng là mất hai ngày, sau đó, tôi luôn lái xe để giữ thăng bằng.
các lớp lót đã được mài nhẵn p3, tôi nghĩ điều đó chẳng có nghĩa lý gì, nhưng bạn nghĩ sao về Barnaul?
Còn một sửa chữa nữa, bạn có thể nghiền nát nó Và Barnaulsky là trục cơ bản của họ, tất cả các động cơ đều sử dụng chúng. Nhưng khi thay trục cần cân bằng với bánh đà, mình có kinh nghiệm lắp trục không cân bằng, sau khi ráp xong động cơ lúc đầu rung lắc ghê lắm, muốn tháo ra cũng không được. động cơ, tôi đã thoát khỏi tình huống này bằng cách hàn các miếng gia cố vào bánh đà bằng cách gõ, mặc dù mất hai ngày. Sau đó, tôi luôn lái xe để giữ thăng bằng.
Tôi đã không nghĩ đến việc cân bằng. 
ở thành phố của tôi sẽ không thể cân bằng, tôi muốn cân bằng trục cho khí 66, vì vậy họ nói với tôi rằng chúng tôi không cân bằng tất cả các máy đã bán
Rất nhiều thông tin hữu ích cho chủ sở hữu của mô hình BMW 5 có thể được tìm thấy trên diễn đàn ô tô BMW Các lỗi, bảo dưỡng, sửa chữa và vận hành.
Động cơ A-41 được trang bị cơ chế cân bằng lực quán tính tác dụng trong mặt phẳng thẳng đứng. Cơ chế cân bằng (hình 1) gồm hai quả nặng, quay quay ngược chiều nhau. Tốc độ quay của quả nặng gấp đôi tốc độ quay của trục khuỷu. Các trọng tâm của hàng hóa trong quá trình quay được hướng đồng thời về một hướng. Các quả nặng được đúc cùng với trục, được ép vào bánh răng 2. Trong thân cơ chế cân bằng ổ lăn hình trụ được lắp đặt trong đó trục của tải trọng quay.Bánh răng vòng 4, được lắp trên phần giữa của trục khuỷu gần tạp chí chính thứ ba, truyền động các bánh răng.

Bức tranh 1. Các bộ phận của cơ chế cân bằng: Thiết bị; b - biểu đồ lực; c - lắp đặt các bánh răng bằng dấu; 1 - thân máy; 2 - bánh răng; 3 - đường ống dẫn dầu đến bộ làm mát dầu; 4 - vành răng của ổ của cơ cấu cân bằng; 5 - vòng đệm điều chỉnh; 6 - hàng hóa.
Do chuyển động quay của các tải trọng, lực ly tâm Rc xuất hiện, lực này bị phân hủy thành hai thành phần - lực ngang và lực dọc. Các lực nằm ngang tác dụng ngược chiều nhau, do đó chúng cân bằng lẫn nhau. Các lực thẳng đứng cộng lại và tạo thành tổng Vs. Tổng các lực cân bằng theo phương thẳng đứng là tổng các lực quán tính Ri ở cả bốn hình trụ.
Cài đặt cơ chế cân bằng trên động cơ A-41 được thực hiện với piston của xi lanh thứ nhất ở tâm chết trên. Các bánh răng phải được lắp đặt theo các dấu được tạo trên răng và các hốc của chúng khi các tải trọng nằm bên dưới.
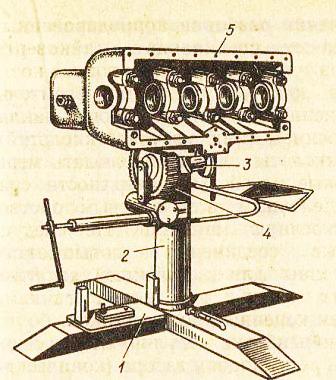
Việc lắp ráp động cơ được thực hiện theo ba giai đoạn: thẳng đứng với cacte hướng lên khi đặt trục khuỷu; vị trí nằm ngang - để lắp đặt các bộ phận và bộ phận lắp ráp chính; vị trí thẳng đứng với cacte đi xuống - trong quá trình lắp ráp và hoàn thiện cuối cùng. Đối với lắp ráp động cơ riêng lẻ, giá đỡ đa năng USD-3 hoặc giá đỡ đặc biệt để lắp ráp động cơ D-108 và D-160 được sử dụng (Hình. 107). Tại các nhà máy sửa chữa chuyên dụng, động cơ được lắp ráp trên dây chuyền sản xuất.
Cơm. 107. Giá đỡ để tháo và lắp ráp động cơ D-108 và D-160:
1 - khung, 2 - bánh xe, 3 - thanh dưới, 4 - chốt bản lề, 5 - thanh trên, 6 - tấm, 7 - trục lăn, 8 - thanh giữ
Các động cơ được lắp theo thứ tự sau: trục khuỷu đặt trong các ổ trục chính, ống lót xi lanh, thanh truyền và nhóm pít tông, cơ cấu phân phối khí, dầm sau và bánh đà, bơm dầu và cacte, đầu xi lanh. , thiết bị nhiên liệu, bộ lọc và đường ống, ống hút và ống xả, máy bơm nước và quạt, bộ giảm tốc và động cơ khởi động.
Nên lắp trục khuỷu theo trình tự này. Kiểm tra và hoàn thiện trục với các ổ trục chính. Nếu các tấm lót không bị doa và tương ứng với kích thước cho trước của các ổ trục, thì chúng được đặt trên nền của khối, các ổ trục chính được lắp ráp và siết chặt. Đặt trục khuỷu và kiểm tra sự lắp đặt của trục khuỷu theo các thông số kỹ thuật để sửa chữa.
Các khe hở trên ổ trục chính cho phép mà không cần sửa chữa với các kích thước thông thường của ổ trục khuỷu dùng cho động cơ máy kéo là: đối với D-108 và D-160 - 0,35 mm; cho tất cả những người khác - 0,24-0,30 mm.
Sau khi kiểm tra kích thước và xác định các khe hở, các nắp ổ trục được tháo ra, các ổ trục chính được bôi trơn bằng một lớp dầu mỏng, và trục được hạ xuống các tấm lót được lắp trong khối.
Mômen siết của đai ốc của các ổ trục chính của động cơ D-108 là 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 và SMD-14-200-220 Nm. Đầu tiên, siết chặt ổ trục chính giữa và cố gắng quay trục khuỷu bằng tay trên bu lông ở mặt bích để gắn bánh đà. Nếu trục quay dễ dàng, hãy siết chặt dần các nắp ổ trục còn lại. Kiểm tra sự chạy dọc trục của trục khuỷu bằng cách di chuyển nó dọc theo trục bằng xà beng và đo khe hở cuối ở vị trí cực hạn. Độ cất cánh của trục khuỷu đối với động cơ D-108 là 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M và A-41—0,1—0,35 mm.
Trục được đặt đúng cách phải quay với lực tay tác dụng lên bu lông bánh đà hoặc các chốt quay.
Nhóm thanh truyền và piston được lắp vào khối từ phía bên của đầu xi lanh, sử dụng các thiết bị để nén các vòng. Siết chặt đai ốc ổ trục thanh nối bằng cờ lê có mômen siết như sau: dùng cho động cơ SMD-14-140-160 Nm; A-01M, A-41 -160-180; D-108 - 140-150 Nm.
Độ chạy dọc trục của đầu dưới của thanh nối cho phép mà không cần sửa chữa là 1 mm.Sau khi lắp đặt dầm sau và vỏ làm kín, một bánh đà sẽ được lắp đặt. Chiều dài của bánh đà sau khi nó được cố định trên trục khuỷu không được vượt quá 0,3 mm.
Luôn có sẵn phụ tùng thay thế cho các loại xe đầu kéo T-4, DT-75, MTZ, K-700, TT-4M,… Có khả năng cung cấp phụ tùng hiếm theo đơn đặt hàng.
Chúng tôi chỉ cung cấp phụ tùng thay thế chất lượng cao từ các nhà sản xuất đáng tin cậy.
Chúng tôi mua phụ tùng thay thế trực tiếp từ các nhà sản xuất và do đó chúng tôi có thể cung cấp cho bạn mức giá thấp nhất trên thị trường.
Việc sửa chữa động cơ DT 75 bao gồm việc thay thế các chi tiết bị mòn hoặc tiến hành công việc sửa chữa, nếu có thể. Khi sửa chữa, bạn nên tính đến mô hình của động cơ, cũng như lựa chọn cẩn thận nhà sản xuất các bộ phận sẽ được sử dụng trong sửa chữa. Nếu bạn là một thợ cơ khí, thì bạn có thể tiến hành sửa chữa cho mình. Nếu kỹ năng như vậy không có trong kho vũ khí của bạn, hãy liên hệ với trung tâm chuyên môn nơi họ sẽ tiến hành chẩn đoán toàn bộ, sửa chữa động cơ DT 75 và thay thế các bộ phận cần thiết.
Đang gửi động cơ để sửa chữa, nó được tháo dỡ khỏi máy kéo. Ngoài ra, tất cả các bộ phận và cơ cấu ngăn cản việc tháo động cơ đang được tháo dỡ. Trong đó, mui xe, bộ tản nhiệt nước và dầu làm mát, bộ truyền động cardan cho hộp số, động cơ ra khỏi khung. Động cơ được tháo ra khỏi máy kéo bằng cần trục hoặc tời.
Bạn có thể đọc thêm trong hướng dẫn sửa chữa động cơ máy kéo DT-75.
Chúng tôi cũng khuyên bạn nên xem phần của chúng tôi Video sửa chữa DT-75
Trình tự lắp ráp chung. Để lắp ráp động cơ trên dây chuyền sản xuất trong điều kiện của xí nghiệp sửa chữa chuyên dụng, người ta sử dụng giá đỡ hoặc băng tải để dễ dàng lắp đặt ở vị trí thuận tiện cho việc lắp ráp. Để lắp ráp động cơ riêng lẻ, giá đỡ đa năng OPR-989 được sử dụng [Hình. 26] và những người khác.
Cơm. 26. Chân đế đa năng OPR-989 để tháo rời và lắp ráp động cơ.
1) - Nền móng; 2) - Đường ống; 3) - Quay trục; 4) - Bánh răng giun; 5) - Khối xi lanh.
VỚIđầu tiên họ lắp ráp khối xi lanh: bạn cần lắp ống lót và trục cam, ống lót của bộ đẩy và bộ đẩy, phớt dầu và trục lăn giải nén, ống dẫn dầu. Sau đó, một lần nữa thổi sạch các đoạn dầu trong khối bằng khí nén và lắp chốt của bánh răng trung gian, đinh tán và các bộ phận khác.
V trục khuỷu với các ổ trục chính được đặt trong khối, sau đó đặt ống lót xi lanh, thanh nối và bộ piston, dầm sau và bánh đà, bơm dầu và cacte, đầu xi lanh, bộ tăng áp và cơ cấu điều khiển, thiết bị nhiên liệu, bộ lọc và đường ống, nạp và xả các ống góp, máy bơm nước được lắp đặt và quạt, hộp số, động cơ khởi động và ly hợp theo trình tự phụ thuộc vào thiết kế của động cơ.
Lắp trục khuỷu. Nên lắp ráp và siết chặt các ổ trục chính không có trục trước. Mômen siết của đai ốc đối với động cơ YaMZ-238NB là 422-460 N.m đối với bu lông chính; liền kề 98-118 N.m .; A-01 và A-41 - 410-440; Loại SMD - 200-220 N.m (bu lông SMD-60 - 160-180 N.m.); D-37M - 140-160 N.m; ZMZ-53A - 110-120 N.m; ZIL-130 - 110-130 N.m cho phía trước và 80-100 N.m. đối với các ổ trục khác. Các phép đo xác định độ noãn, độ côn, độ hở dầu và độ dịch chuyển của lớp lót trên so với lớp lót dưới.Để đảm bảo nguồn lực 80%, các khoảng trống trong các ổ trục chính được phép trong quá trình đại tu không quá: 0,156 mm - SMD-60, 0,160 mm - A01M; 0,180 mm - A-41; 0,120 mm - D-37M; 0,08 mm - ZMZ-53A; 0,065 mm - ZIL-130; 0,130 mm - YaMZ-238NB.
ĐẾNCác tạp chí trục khuỷu cần được bôi trơn bằng một lớp dầu mỏng, lắp các nửa vòng cách nhau khoảng cách, sau đó mới đặt trục khuỷu. Đầu tiên, ổ trục chính giữa được siết chặt đều trong hai hoặc ba bước. Nếu trục có thể quay dễ dàng nhờ bu lông trong mặt bích, thì vặn chặt đều phần còn lại của các nắp ổ trục. Nếu trục quay cứng thì nên tháo nó ra và bôi trơn các cổ trục bằng một lớp sơn mỏng. Sau đó, bạn cần đặt lại trục, quay nó, tháo rời nó, kiểm tra nó - bằng cách in sơn trên các tấm lót, xác định nguyên nhân gây quay chặt và loại bỏ nó.
Pdịch chuyển trục khuỷu dọc trục, độ chạy dọc trục được kiểm tra bằng thước đo phớt, đối với động cơ điêzen dao động từ 0,1-0,4 mm, đối với động cơ ô tô là 0,08-0,25 mm. Việc chạy dọc trục được điều chỉnh bằng cách lựa chọn độ dày của nửa vòng đệm, độ dày của vòng đệm của ổ trục lắp hoặc các thiết bị khác cho động cơ loại này.
Ptrục được đặt đúng cách phải quay từ lực của tay tác dụng lên các tạp chí của thanh kết nối.
Cài đặt tay áo trong khối. Các ống bọc được lắp vào khối phải có cùng nhóm cỡ, mới hoặc cùng cỡ sửa chữa và xoay tự do trong khối mà không có vòng đệm.
PSau khi lắp các vòng chữ O, các ống bọc phải được ép vào khối bằng dụng cụ có máy ép thủy lực (khí nén) hoặc khối gỗ và búa. Không được phép cắt vòng đệm khi ép.
Psau khi ép, ống bọc phải nhô ra trên mặt phẳng của khối 0,10-0,21 mm đối với động cơ diesel SMD-17, SMD-18; 0,09-0,15 mm đối với D-240, D-241; 0,07-0,27 mm đối với D-160; 0,65-0,165 mm đối với động cơ diesel của các hãng khác. Chênh lệch về độ nhô của các ống tay áo đối với một khối không quá 0,05 mm. Độ nhô cho phép mà không cần sửa chữa là 0,04 mm (đối với động cơ diesel A-01M và A-41, độ nhô ra là 0,05 mm).
PVới một đầu được ép và cố định, kiểm tra độ noãn và hình nón của các ống bọc trong khu vực làm việc từ mặt bên của cacte (cho phép không quá 0,03 mm).
PKhi tiến hành sửa chữa định kỳ, các ống bọc phải được lắp vào khối, quay quanh trục một góc 90 độ so với vị trí trước đó, nhằm tăng tuổi thọ sử dụng sau này do giảm noãn.
Lắp đặt thanh truyền và bộ piston. Bộ dụng cụ và bề mặt bên trong của ống bọc phải được bôi trơn bằng dầu diesel trước khi lắp đặt. Các khóa của vòng piston thứ nhất và thứ hai được đặt ở góc 180 độ so với nhau trên piston của động cơ diesel YaMZ-238NB, SMD-18 và giữa vòng piston thứ hai và thứ ba - ở một góc 90 độ. Trên các piston của ZMZ-53, SMD-60, A-01M và các động cơ khác, các khóa được đặt ở một góc 120 độ so với nhau. Trong trường hợp này, ổ khóa không được đặt ngược với trục của ngón tay.
WBộ piston bằng đồng được lắp vào khối từ mặt bên của đầu xi lanh bằng cách sử dụng một công cụ nén vòng. Trong trường hợp này, cần đặc biệt chú ý đến vị trí chính xác của nó so với khối (buồng đốt, các khe ở rãnh piston, mũi tên trên núm piston, v.v.).
Bbu lông hoặc đai ốc của ổ trục thanh nối được siết chặt bằng cờ lê mô-men xoắn, chịu được mômen: 240-260 N.m. dùng cho động cơ diesel SMD-60; 196-216 N.m. cho YaMZ-238NB, YaMZ-240B; 170-190 N.m. cho A-01M, A-41; 140-160 N.m. cho D-50, SMD-17, SMD-18 và những loại khác; 100-120 N.m. cho D-37M, D-144, D-21; 68-76 N.m. dùng cho động cơ chế hòa khí ZMZ-53N; 70-80 N.m. cho ZIL-130. Trong động cơ ZMZ-53, khi lắp ráp đầu dưới của thanh truyền, phần nhô ra trên nắp và số trên thanh nối phải khớp với nhau.
PSau khi lắp các thanh nối, mômen quay của trục khuỷu không được vượt quá 50 N.m.
DĐáy của các piston sau khi lắp thanh truyền và bộ piston vào vị trí c. m.t phải nhô ra hoặc chìm xuống so với mặt phẳng của khối bằng kích thước cho trong bảng 52.
| Video (bấm để phát). |
Bảng 52Vị trí của đáy của các piston so với mật độ của khối.














