Chi tiết: tự sửa chữa đầu xi lanh động cơ diesel từ một bậc thầy thực sự cho my.housecope.com.
Việc sửa chữa đầu bắt đầu bằng việc rửa kỹ bằng dầu hỏa hoặc dung môi. Chúng tôi loại bỏ cặn carbon khỏi buồng đốt và các tấm van bằng một bàn chải kim loại được kẹp trong mâm cặp của máy khoan điện. Khi tháo rời cơ cấu van, bạn sẽ cần một bộ bẻ van, ví dụ như trong ảnh dưới đây, nhưng cái hiệu quả nhất rất dễ làm bằng tay của bạn, theo bản vẽ được công bố trong bài viết này.
Trước và sau khi tháo rời, hãy kiểm tra cẩn thận đầu xi lanh. Không được phép có vết nứt, vụn ở bất kỳ vị trí nào trên đầu. Nếu nghi ngờ chất làm mát đã vào trong dầu, chúng tôi kiểm tra đầu rò rỉ, để làm điều này cần phải bịt các lỗ trên áo làm mát và hạ đầu vào nước ấm, bơm khí nén vào nó với áp suất 1,5. - 2.0 kg. Trong vòng 1,5 phút không có bọt khí nào thoát ra ngoài. Chi tiết hơn về việc kiểm tra như vậy, cũng như về việc sửa chữa đầu bị nứt, tôi đã viết ở đây.
Yên ngựa van. Hình dạng của các cạnh của ghế van được hiển thị trong ảnh. Trên các rãnh làm việc của ghế ở vùng tiếp xúc với van không được có hiện tượng ăn mòn, rỗ, cháy và hư hỏng. Chúng tôi loại bỏ những hư hỏng nhỏ bằng cách loại bỏ (càng ít kim loại càng tốt) bằng một bộ dao cắt đặc biệt có thanh dẫn (ví dụ, một bộ chất lượng cao của công ty Mỹ NYUWEY). Tôi đã viết về điều này một cách chi tiết trong bài báo này.
Sau đó, rửa kỹ phần đầu, ghế ngồi và các kênh dẫn dầu rồi thổi sạch chúng bằng khí nén.
Hướng dẫn van. Chúng tôi kiểm tra khe hở tương ứng giữa ống lót dẫn hướng và thân van bằng cách đo thân van bằng micromet và lỗ khoan của ống lót dẫn hướng bằng thước đo lỗ khoan. Khe hở cho ống lót mới: 0,022 - 0,055 mm đối với van nạp và 0,029 - 0,062 mm đối với van xả. Khi bị mòn, khe hở tối đa cho phép là 0,3 (trong trường hợp không tăng tiếng ồn). Nếu khe hở tăng lên giữa thanh dẫn hướng và van không thể được loại bỏ bằng cách thay thế nó bằng một van dày hơn, thì chúng tôi thay đổi ống lót dẫn hướng (chúng tôi nhấn nó ra) - đọc về nó ở đây.
Video (bấm để phát).
Có thể tăng đường kính của trụ van bằng cách mạ crom, với điều kiện không có bước (mòn đường kính không đồng đều) trên thân van. Nếu ống lót mới được ép vào (tốt hơn là đặt mua ống lót bằng đồng cho máy tiện), thì sau khi ép chúng vào, chúng phải được triển khai bằng một mũi doa đặc biệt có thanh dẫn dài. Sau đó, chúng tôi mài các van vào yên xe bằng keo dán (tốt nhất là dạng nước) - đọc ở đây cách thực hiện chính xác.
Ngoài ra, chúng tôi kiểm tra van bằng một chỉ báo quay số để biết sự không có độ cong của thanh, cuộn van theo hai lăng trụ nhỏ và xem độ lệch của mũi tên chỉ thị. Sai lệch ngay cả trong vài phần trăm mm. không thể chấp nhận được. Tất nhiên, nắp gạt dầu được thay thế bằng nắp mới.
Lò xo van kiểm tra vết nứt, kiểm tra độ đàn hồi.
người đẩy van: chúng tôi kiểm tra bề mặt làm việc (cọ xát) của chúng, nó không được có vết xước và trầy xước.
Trục cam , các bề mặt làm việc của cam, bề mặt dưới hộp nhồi, cũng như lệch tâm (không phải tất cả) được tẩy trắng hoặc tráng xi măng để tăng khả năng chống mài mòn, các bề mặt này phải được đánh bóng và không có vết xước, trầy xước và mài mòn ở dạng ẩu đả, các bước.
Nếu có những rủi ro sâu sắc và các khuyết tật được liệt kê ở trên, thì trục phải được thay thế. Chúng tôi lắp trục cam trên hai lăng kính và kiểm tra sự chạy hướng tâm bằng cách sử dụng giá đỡ.Độ dài của các tạp chí của ổ trục và mặt sau của cam không được vượt quá 0,02 mm. À, tôi khuyên bạn nên đọc cách tăng tài nguyên của trục cam thông thường tại đây.
Vỏ chịu lực Trục cam phải không có vết nứt và hư hỏng, và các bề mặt chịu lực dưới ổ trục cam phải không có vết nứt và vết xước. Khe hở giữa các tạp chí trục cam và các lỗ ổ trục được xác định bằng cách đo các bộ phận này và trừ đi cái lớn hơn cái nhỏ hơn (micromet và thước đo bên trong).
Ngoài ra, khe hở có thể được xác định bằng cách sử dụng dây hiệu chỉnh bằng nhựa (được mô tả trên ví dụ về trục khuỷu) Khe hở ước tính cho các bộ phận mới: 0,069 - 0,11 mm và độ mòn tối đa cho phép: không quá 0,2 mm. Sau khi thay thế các bộ phận không vừa với khoảng trống tối đa cho phép, nó vẫn để lắp ráp mọi thứ. Sau khi phay ghế và đóng các van trên van ở điểm tiếp xúc với ghế, phải có một dải mờ mỏng (1 - 1,2 mm), không bị đứt theo hình tròn.
Sau khi lắp ráp cơ cấu van (làm khô), chúng tôi kiểm tra các van xem có bị rò rỉ hay không, đối với điều này chúng tôi đổ dầu hỏa vào các buồng đốt trong ít nhất hai phút, và tốt nhất là năm phút, không được để dầu hỏa thấm vào giữa yên xe và van. Tiếp theo, lắp đầu vào khối, tất nhiên, lắp một miếng đệm mới giữa chúng.
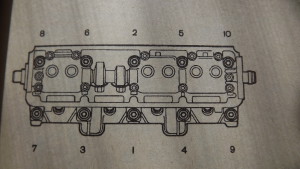
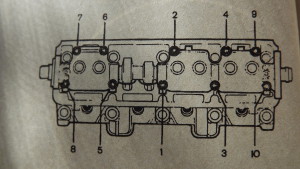
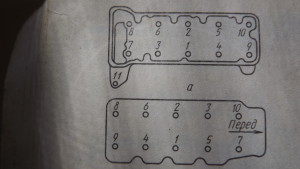
Thứ tự siết bu lông đầu và đai ốc ổ trục được trình bày trong ảnh dưới đây. Khi siết chặt, chúng tôi sử dụng cờ lê mô-men xoắn và chúng tôi tìm thấy mô-men xoắn siết cần thiết cho các bu lông trong hướng dẫn sử dụng động cơ của chúng tôi. Nó vẫn để đặt và siết chặt puli truyền động và điều chỉnh các khe hở nhiệt.
công cụ bẻ khóa van
Điều chỉnh khe hở nhiệt.
Khe hở van nhiệt trên mỗi kiểu động cơ có giá trị khác nhau, nhiều hơn trên động cơ diesel, ít hơn trên động cơ xăng và mỗi nhà sản xuất đều ghi giá trị riêng của mình trong sách hướng dẫn sử dụng hoặc trên nhãn dán trên nắp van (đối với ống xả, giá trị này luôn nhiều hơn, vì có nhiều hơn sưởi).
Tôi sẽ mô tả việc điều chỉnh các khoảng trống và, nếu có bất kỳ con số nào, thì đây chỉ là một giá trị gần đúng. Nói chung, có hai cách chính để điều chỉnh: bằng cách thay thế các miếng chêm (trên động cơ mới hơn) và trên động cơ cũ hơn (cổ điển), sử dụng điều chỉnh bu lông có khóa.
Shim cách: Để bắt đầu, chúng tôi đặt trục cam theo các dấu (thường là trên puli và đầu nối với khối), nhưng chúng tôi chỉ xoay bu lông trục khuỷu theo chiều kim đồng hồ và sau đó quay nó thêm 40-50 °. Đây là 2 - 3 răng trên puli trục cam, đồng thời sẽ xảy ra giai đoạn đốt cháy ở xi lanh thứ nhất.
Chúng tôi đo khe hở van của xi lanh đầu tiên bằng máy đo cảm ứng và nếu khe hở lớn hơn bình thường, thì hãy nhớ thêm bao nhiêu, sau đó nhấn bộ đẩy và tháo vòng đệm điều chỉnh. Chúng tôi đo độ dày của nó bằng một micromet. Chúng tôi xác định độ dày của máy giặt mới theo công thức: T \ u003d B + (A - B), trong đó T là độ dày của máy giặt mới, A là khe hở đo được, B là độ dày của máy giặt đã tháo ra, B là khe hở danh nghĩa mm.
Ví dụ: A \ u003d 0,28 mm; B = 3,80 mm; B \ u003d 0,25 mm, sau đó chúng tôi nhận được T \ u003d 3,80 + (0,28 - 0,25) \ u003d 3,83 mm - độ dày của máy giặt mới. Sau khi kéo bộ đẩy (với một trục gá đặc biệt), chúng tôi lắp một vòng đệm mới dày hơn, sau đó chúng tôi kiểm tra xem đầu dò có đi vào giữa bộ đẩy và cam hay không bằng một cái nhúm nhẹ. Vẫn quay tuần tự nửa vòng trục khuỷu (và vạch trên puli trục cam quay 90 °) và điều chỉnh khe hở trên van của các xi lanh còn lại.
Phương pháp vớiđiều chỉnh bu lông thậm chí còn dễ dàng hơn. Đầu tiên, chúng tôi cũng đặt trục cam đến các dấu, tương ứng với điểm cuối của hành trình nén của piston của xi lanh thứ nhất, kiểm tra khe hở của cả hai van bằng một đầu dò và nếu đầu dò đi qua tự do hoặc không đi qua. , chúng tôi thực hiện một sự điều chỉnh.
Để làm điều này, chúng tôi đặt một cờ lê chìa khóa trên bu lông điều chỉnh và một cờ lê đầu mở trên đai ốc khóa và nới lỏng đai ốc khóa này.Sau đó, chúng tôi đưa một đầu dò vào giữa bu lông điều chỉnh và thân van và xoay bu lông, đảm bảo rằng đầu dò trượt với một chút nỗ lực, khi chúng tôi đã đạt được nó, chúng tôi lấy đầu dò ra và siết chặt đai ốc khóa, đảm bảo rằng việc điều chỉnh chốt giữ nguyên vị trí (không cuộn).
Tương tự, chúng ta điều chỉnh các khe hở trong 3, sau đó 4 và 2 xi lanh, quay trục khuỷu 180 ° sau mỗi xi lanh (trục cam sẽ quay 90 ° tương ứng). Chỉ vậy thôi, đóng nắp van lại.
Bạn có thể đọc thêm về cách điều chỉnh khe hở van tại đây.
Điều chỉnh khe hở van. 1 - thân van, 2 - đồng hồ đo, 3 - tay gạt, 4 - cam trục cam, 5 - cờ lê chìa khóa, 6 - cờ lê lục giác, 7 - vít điều chỉnh, 8 - đai ốc.
Thường trên các động cơ đã được vận hành với khe hở nhiệt không chính xác, các tấm van, tại điểm tiếp xúc với ghế của chúng, bị cháy và mất độ kín. Từ đó, sức nén trong các xi-lanh giảm xuống một cách tự nhiên, và do đó, công suất động cơ giảm xuống.
Bạn có thể đưa động cơ trở lại sức mạnh cũ bằng cách vặn các van. Làm thế nào và với sự trợ giúp của những gì để làm điều đó một cách chính xác, bạn có thể đọc trong bài viết hữu ích này. À, tôi đã viết một bài chi tiết riêng về thiết bị, bảo dưỡng và sửa chữa đầu máy tại đây.
Tôi hy vọng bài viết về sửa chữa đầu xilanh này sẽ hữu ích cho người mới bắt đầu, chúc mọi người may mắn.
Hãy bắt đầu bằng cách xác định các khái niệm. Khối xilanh của ô tô hiện đại là cơ sở của động cơ, trên đó lắp các bộ phận còn lại của động cơ: xilanh, trục khuỷu, xéc măng dầu, đầu xilanh.
Đó chính xác là sự cố hư hỏng và sửa chữa đầu xi lanh mà chúng tôi đang quan tâm. Có thể sửa chữa đầu xi lanh bằng tay của chính bạn trong môi trường nhà để xe không? Và những người thợ thủ công trả lời một cách dứt khoát - vâng, việc sửa chữa đầu xi lanh tự làm là hoàn toàn có thể.
Hãy bắt đầu bằng cách làm rõ rằng việc sửa chữa đầu xi lanh là một hoạt động phức tạp và sẽ đòi hỏi bạn: một chút hiểu biết về cấu trúc khối, sự hiện diện của một công cụ thợ khóa đặc biệt và khả năng sử dụng nó.
Các công cụ cơ bản cần thiết để sửa chữa đầu xi lanh
Trục ép phớt dầu.
Panme đo van và ống lót dẫn hướng.
Doa để doa ống lót mới.
Trục ép ống lót.
Trục ép ống lót.
Thiết bị bẻ khóa lò xo van.
Một tập hợp các bộ đếm để phục hồi các ghế van.
Tấm nóng để làm nóng đầu xi lanh trong quá trình xử lý sự cố và trước khi ép ống lót.
Đừng quên về các phụ tùng thay thế cần thiết và nhãn mác
Theo quy định, hầu hết mọi công việc sửa chữa đầu xi lanh đều yêu cầu tháo dỡ nó. Ví dụ, các trường hợp ngoại lệ là thay thế các con dấu của van. Vì vậy, trước khi bắt đầu tháo lắp đầu xi lanh, hãy nghĩ đến việc mua các bộ phụ tùng thay thế cần thiết.
Thị trường ngày nay cung cấp Bộ đầu (hay nói một cách đơn giản là bộ đầu), bao gồm miếng đệm đầu xi lanh và tất cả các con dấu và miếng đệm nằm phía trên miếng đệm chính.
Chà, dụng cụ và bộ dụng cụ tối thiểu đã sẵn sàng, chúng ta bắt đầu khắc phục sự cố cho đầu xi lanh.
Trước khi tháo, nhớ kiểm tra vị trí tương đối của trục khuỷu và trục cam theo các dấu. Cho đến thời điểm mà chúng tôi tự áp dụng các nhãn hiệu bổ sung.
Đối với các kiểu xe ô tô cụ thể, công nghệ tháo lắp đầu xi lanh được mô tả trong sách hướng dẫn. Nhưng các tính năng của một số hoạt động đáng được nhắc lại.
Chúng tôi nới lỏng các bu lông lắp đầu từ 0,5-1 lần lượt, luân phiên. Các bu lông có khe bên trong phải được làm sạch trước cặn cacbon, nếu không, chìa khóa lắp lỏng lẻo có nguy cơ bị hỏng và gặp sự cố trong quá trình tháo dỡ;
khi tháo lắp đầu trụ, nếu không có sơ đồ nối các loại ống chân không thì bạn cần tự vẽ sơ đồ này, trước đó đã bôi các mác phù hợp.
Khi tháo các lò xo van, sử dụng các kéo để nới lỏng chúng, nhưng không sử dụng nguyên tắc “búa mạnh”.
Giám sát tình trạng đầu xi lanh
Trên thực tế, không có quá nhiều thông số cơ bản trong đầu xi lanh cần được kiểm tra trước khi bạn tiến hành sửa chữa đầu xi lanh. Vì vậy, chúng ta hãy bắt đầu tìm kiếm các hư hỏng đầu xi lanh điển hình.
Mặt phẳng đáy của đầu hình trụ. Nó được kiểm tra với sự trợ giúp của thước cong và một bộ đầu dò. Thước được đặt dọc theo các đường chéo của đầu trên mặt phẳng và độ dày của khe hở được xác định bằng cách sử dụng máy đo cảm ứng. Nếu khe hở lớn hơn khe hở tối đa cho phép 0,05-0,06 mm thì phải mài đầu xi lanh.
Độ mòn của các tạp chí trục cam và ổ trục. Tất cả các đường kính được đo bằng micromet và so sánh với giá trị tối đa cho phép đối với một kiểu động cơ cụ thể. Dựa trên kết quả đo, một quyết định về loại sửa chữa hoặc thay thế các bộ phận được đưa ra. Đừng quên đánh giá trực quan tình trạng bên ngoài của các bề mặt. Chúng không được có các dấu hiệu hư hỏng cơ học rõ ràng: trầy xước, vụn, xước, rãnh, v.v.
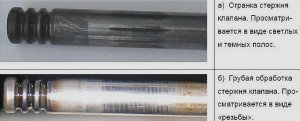
Kiểm soát độ mòn của thân van và ống lót. Được sản xuất với một micromet tại một số điểm kiểm soát của thanh xung quanh chu vi. Van được thay thế nếu sự chênh lệch đường kính vượt quá thông số tối đa cho phép do nhà sản xuất quy định.
Nếu bạn không có một thiết bị như máy đo lỗ khoan để xác định độ mòn của ống lót dẫn hướng, thì có thể xác định độ mòn của van (mới) trong ống lót. Theo quy định, ống lót được thay thế bằng ống lót mới.
Mòn của các bộ phận như vậy, chẳng hạn như: yên xe, đòn bẩy, tay lái, cam được xác định trực quan. Nếu phần vát trên van là "thất bại", nhưng gốc theo thứ tự, thì nó được xử lý, và van có thể được sử dụng lại.
Các khuyết tật đầu xi lanh khác cũng có thể được xác định trực quan. Sự hiện diện của các gờ và rãnh trên bề mặt của đầu khối được loại bỏ bằng cách mài đầu xi lanh để loại bỏ sự liên kết bị rò rỉ giữa đầu xi lanh và bản thân khối.
Vì vậy, chúng tôi tiến hành sửa chữa đầu xi lanh đồng thời với việc khắc phục sự cố, như họ nói, khi có sự cố.
Chúc may mắn với việc sửa chữa đầu xi lanh tự làm của bạn.