Chi tiết: do-it-yourself cày chia sẻ sửa chữa từ một bậc thầy thực sự cho trang web my.housecope.com.
Các cơ quan làm việc chính của máy cày (Hình 123) là một thân máy bao gồm lưỡi cày 6, lưỡi cắt 1, bảng điều khiển ruộng 7 và giá đỡ 2, thanh truyền 3, thanh gạt 5, dao 4 và chân khoét sâu 8 .
Việc mài mòn lưỡi cày, cũng như mài mòn hoặc biến dạng của lưỡi cắt, dao trượt, dao hoặc bảng đồng ruộng, làm tăng sức cản lực kéo của máy cày, dẫn đến tiêu thụ quá nhiều nhiên liệu, làm xấu đi chất lượng của đường nối, làm hỏng và kết hợp nhà máy các chất cặn bã.
Cơm. 123. Các cơ quan làm việc của máy cày gắn trên khung của nó
Máy cày sử dụng hai loại cổ phiếu:
hình thang - với một cạnh cắt thẳng (Hình 124, a) và hình đục - với một ngón chân dày và cong xuống (Hình 124, b).
Cổ phiếu được làm bằng thép bền và chịu mài mòn cấp L65 và được xử lý nhiệt để tăng khả năng chống mài mòn. Tuy nhiên, điều kiện làm việc trong đất rất khó khăn nên cổ phiếu bị mòn nhanh chóng. Khi lưỡi cày bị mòn, lưỡi cày trở nên xỉn màu và hình dạng của ngón chân thay đổi. Trên hình. 125 các cạnh của lưỡi dao của các cổ phiếu hình thang và hình đục bị mòn được tô bóng bằng các đường chéo. Khi lưỡi kiếm trở nên cùn, độ dày của nó tăng lên, và một faoka (phía sau đầu) được hình thành ở mặt trái của nó. Khi cổ phiếu bị mòn, hoạt động của máy cày kém đi, tức là cổ phiếu mất khả năng thâm nhập vào đất, và sự ổn định của máy cày bị xáo trộn. Phần lưỡi cày sẽ được sửa chữa trong trường hợp chiều rộng của nó giảm 10 mm so với chiều rộng của phần hình thang mới hoặc khi chiều dài của ngón chân giảm 25 mm so với chiều dài của phần chân của phần đục mới. .
| Video (bấm để phát). |
Việc sửa chữa lưỡi cày bao gồm kéo, mài và xử lý nhiệt. Lưỡi cày được sửa chữa để khôi phục kích thước và hình dạng của chúng, cũng như làm cho chúng chống mài mòn.
Phần lưỡi cày có dày - cung bằng kim loại, được gọi là "kho". Khi sửa chữa một chiếc lưỡi cày bị mòn, hình dạng của nó sẽ được một người thợ rèn phục hồi với chi phí là kho kim loại trong “cửa hàng”. Lưỡi cày được rút lại bằng tay, thường là trong nhiều lần gia nhiệt, vì thợ rèn không có thời gian để kéo toàn bộ lưỡi cày trong một lần gia nhiệt. Khi rút lưỡi cày theo cách thủ công, luôn phải cố gắng giảm lượng gia nhiệt, vì khi làm nóng nhiều lần, có thể xảy ra trường hợp cháy kim loại.
Kéo lưỡi cày trên một đòn bẩy hoặc một số búa của thợ rèn cơ khí khác thường được thực hiện theo hai bước. Trong trường hợp này, mỗi lần chiều dài của phần được làm nóng của lưỡi cày phải vượt quá một nửa của lưỡi cày.
Để giảm tổn thất nhiệt và ngăn cacbon cháy ra khỏi lớp bề mặt của kim loại, phần lưỡi cày không bị nung nóng được phủ một lớp than tươi.
Kéo rèn của một phần bị mòn được thực hiện theo thứ tự sau đây. Lưỡi cày được đặt phẳng trong lò sao cho nó được làm nóng từ mặt bên của lưỡi đến chiều rộng 60-80 mm; phần còn lại của nó, không cần gia nhiệt, được bao phủ bởi than tươi. Lúc đầu cần làm nóng lưỡi cày để kéo từ từ, cho đến khi
phát quang, tức là lên đến 500-600 °. Không thể nung nóng lưỡi cày ngay lập tức đến nhiệt độ rèn để tránh hình thành các vết nứt. Ngay sau khi lưỡi cày được làm nóng đến 500-600 °, tốc độ gia nhiệt được tăng lên và nhiệt độ được đưa lên đến 850-1200 ° (lên đến nhiệt màu đỏ nhạt và cam).
Cơm. 124. Cổ phần của máy cày: a - hình thang, b - hình đục
Cơm. 125. Hình dạng của cổ phiếu mòn: a - hình thang, b - hình đục
Lưỡi cày được nung nóng được đưa ra khỏi lò rèn, đặt úp xuống đe, và từ mặt sau, với những cú đánh thường xuyên của phanh tay hoặc búa, lượng kim loại sẽ được phân tán khỏi “cửa hàng”.Lưỡi cày làm bằng thép cấp L65 chỉ có thể được kéo (rèn) ở nhiệt độ trên 800 °. Việc kéo được dừng lại khi lưỡi cày nguội đi dưới 800 ° (với nhiệt màu đỏ anh đào) và được tiếp tục lại sau khi làm nóng lại. Phần rút lại của lưỡi cày được ủi trên đe bằng bay dọc theo toàn bộ chiều dài của phần cắt sao cho độ dày của lưỡi là 1-2 mm, sau đó loại bỏ các bất thường hình thành từ các nhát búa.
Khi kéo, hình dạng và kích thước của lưỡi cày được kiểm tra bằng mẫu (Hình 121, a). Đối với cổ phiếu được rút lại, được phép sai lệch về kích thước so với cổ phiếu mới: dọc theo chiều dài ± 15 mm, dọc theo chiều rộng + 4 mm.
Lưỡi cày, sau khi kéo và ủi, khi nó vẫn ở trạng thái nóng, được kẹp vào một ống soi và lưỡi của nó được mài sắc bằng giũa. Sau đó, lưỡi cày đã nguội được mài từ mặt trước trên một máy mài nhẵn. Sau khi mài, chiều rộng của phần vát của lưỡi dao không được quá 5-6 mm và độ dày của lưỡi dao phải trong khoảng 0,5-1 mm. Lưỡi chia sẻ không được mài mỏng hơn 0,3 mm, nếu không nó sẽ nhanh bị mòn trong quá trình hoạt động.
Xử lý nhiệt của phần được rút ra bao gồm làm cứng và tôi luyện. Trong quá trình cứng, lưỡi cày được làm nóng dọc theo lưỡi bằng khoảng một phần ba chiều rộng của nó. Gia nhiệt trong lò đến nhiệt độ 780-820 ° phải đồng nhất (màu đỏ anh đào nhạt của nhiệt). Lưỡi cày được làm nóng sẽ nhanh chóng được làm mát trong một thau nước. Nhiệt độ của nước trong bể làm nguội phải là 30 - 40 °. Lưỡi cày được hạ xuống bồn tắm với tư thế quay lưng xuống. Nếu phần chia được hạ xuống bể làm cứng bằng một lưỡi dao, nó có thể bị nứt. Cổ phiếu không được hạ xuống bằng phẳng, vì trong trường hợp này, nó thường bị cong vênh. Lưỡi cày được giữ trong bể làm cứng cho đến khi nước ngừng sủi bọt, sau đó được lấy ra khỏi bể và làm nguội từ từ trong không khí.
Khi làm cứng phần đục, các vết nứt có thể xuất hiện trên lưỡi dao. Để tránh điều này, cần làm mát trước nơi chuyển tiếp từ ngón chân sang lưỡi dao ở phần được làm nóng, chườm lên nó trong 2-3 giây. giẻ ướt, chỉ sau đó lưỡi cày nhanh chóng được hạ xuống bể làm cứng.
Để giảm độ mỏng manh của lưỡi cày xảy ra trong quá trình cứng, nó được tôi luyện. Để làm điều này, phần chia sẻ được làm nóng một lần nữa đến 350 ° (màu xám) và sau đó làm lạnh từ từ trong không khí.
Khi cứng lại, lưỡi cày thường bị cong vênh. Lưỡi cày bị cong vênh được điều khiển trên đe bởi những nhát búa. Các vết trợt trên lưỡi cày nên được bôi cẩn thận và không cứng.
Độ cứng của phần cứng của lưỡi cày được kiểm tra bằng hồ sơ cá nhân. Tệp không được để lại bất kỳ dấu vết nào trên phần cứng của phần chia sẻ.
Trong các cửa hàng sửa chữa RTS, trong quá trình sửa chữa, các cổ phiếu được hàn bằng các điện cực chất lượng cao hoặc điện tích bằng hợp kim cứng V-9. Phương pháp sửa chữa cổ phiếu này làm tăng khả năng chống mài mòn của chúng. Sự gia tăng khả năng chống mài mòn của các cổ phiếu cũng đạt được bằng cách làm cứng lớp ngoài của chúng bằng dòng điện tần số cao.
Chủ sở hữu của bằng sáng chế RU 2344913:
SUBSTANCE: phát minh liên quan đến kỹ thuật nông nghiệp, cụ thể là các phương pháp khôi phục cổ máy cày và có thể được sử dụng để khôi phục cổ phiếu máy nông nghiệp có độ cứng. Phương pháp này bao gồm một rãnh được tạo trên bề mặt của lưỡi cày, rãnh được lấp đầy bằng chất hàn, các tấm kim loại gốm được lắp trên vật hàn, một lớp bổ sung của chất hàn và chất trợ dung được áp dụng tại chỗ nối của các tấm với mép dọc của rãnh. Sau đó, các tấm được nung nóng cho đến khi hàn nóng chảy và lưỡi cày với các tấm trong bộ thu nhiệt cách nhiệt được làm nguội đến nhiệt độ phòng với tốc độ 4 ° C / phút. Đồng thời, thuốc hàn nhãn hiệu L63 được sử dụng làm thuốc hàn, và thuốc hàn nhãn hiệu FK-250 được sử dụng làm chất trợ dung. Các tấm được đốt nóng bằng ngọn lửa đốt hydro-oxy ở áp suất hỗn hợp khí 0,5 MPa và khoảng cách từ miệng vòi đốt đến bề mặt tấm là 50 mm. Kết quả kỹ thuật là tăng cường độ bám dính của các tấm gốm-kim loại vào phần cày. 1 tab.
Sáng chế liên quan đến kỹ thuật nông nghiệp, chủ yếu là máy làm đất và có thể được sử dụng để khôi phục bằng lưỡi cày cứng của máy móc nông nghiệp.
Một phương pháp đã biết để có được các lưỡi chống mài mòn của các bộ phận làm việc của các công cụ làm đất bằng cách làm cứng các lưỡi của chúng, trong đó thực tế là để tạo ra độ cứng của các lưỡi dẫn đến việc chúng tự mài, một kim loại cứng hơn được đặt trên bề mặt nhẵn của các lưỡi cắt không liên tục và song song với lưỡi cắt, tiếp theo là giới hạn vùng bề mặt (xem A.S. USSR số 461721, lớp A01B 15/04, xuất bản năm 1975).
Tuy nhiên, khi sử dụng phương pháp này, lưỡi cày có khả năng chống mài mòn tương đối thấp, vì phần không có bề mặt của lưỡi cày bị mòn nhanh hơn nhiều so với các khu vực lắng đọng, do đó hợp kim cứng lắng đọng bị lộ ra ngoài và sứt mẻ, làm xấu đi điều kiện để lưỡi cày tự mài.
Gần nhất với phương pháp đã đề xuất về bản chất kỹ thuật và kết quả đạt được là phương pháp phục hồi lưỡi cày bằng cách áp dụng các hợp kim cứng vào thân cắt của chúng. Bản chất của nó như sau: để tăng tuổi thọ của lưỡi cày và bàn chân máy xới đất, việc ứng dụng các hợp kim cứng vào thân cắt của chúng được thực hiện theo hai giai đoạn: đầu tiên là hàn một lớp thép lót trên một ngón chân bị mòn, tiếp theo là bằng cách phủ bề mặt bằng hợp kim cứng của nó, ở giai đoạn thứ hai, sau khi vận hành trung gian, phần thẳng của lưỡi cắt của các phần tử cắt bị mòn với bề mặt cứng tiếp theo của nó (xem A.S. USSR số 241959, lớp A01B 15/04, publ. 1969).
Tuy nhiên, các bề mặt làm việc của máy cày được phục hồi bằng phương pháp này có độ bền bám dính thấp giữa hợp kim cứng và kim loại cơ bản, do đó máy cày được phục hồi có tuổi thọ ngắn trong quá trình hoạt động.
Mục tiêu của sáng chế là tăng lực phá vỡ và do đó, cường độ bám dính của các tấm kim loại gốm vào phần lưỡi cày, cũng như giảm tiêu thụ các tấm kim loại gốm và tăng năng suất cày bằng cách tăng tốc độ hoạt động của đơn vị canh tác.
Nhiệm vụ đạt được là do trong phương pháp khôi phục cổ phần lưỡi cày đã biết trên bề mặt của lưỡi cày, một rãnh được tạo ra, rãnh được lấp đầy bằng chất hàn, các tấm kim loại được lắp trên vật hàn, một lớp hàn bổ sung và Chất trợ dung được áp dụng tại chỗ tiếp giáp của các tấm với mép dọc của rãnh, các tấm được nung nóng cho đến khi chất hàn nóng chảy và lưỡi cày với các tấm trong bộ thu nhiệt cách nhiệt được làm nguội đến nhiệt độ phòng với tốc độ 4 ° C. / phút, trong khi loại hàn L63 được sử dụng làm chất hàn, loại chất trợ dung FK-250 được sử dụng làm chất trợ dung và các tấm được đốt nóng bằng ngọn lửa hydro-oxy của một đầu đốt ở hỗn hợp áp suất khí 0,5 MPa và khoảng cách từ vòi đốt đến bề mặt của các tấm - 50 mm.
Phương pháp được thực hiện như sau.
Cổ phần máy cày được chấp nhận phục chế phải đáp ứng các yêu cầu sau: phải được làm sạch bụi bẩn đạt điều kiện cho phép kiểm tra và phát hiện các khuyết tật; Chiều dày của đế của phần mòn trong khu vực lỗ của bu lông ít nhất là 8 mm; chiều rộng của phần bị mòn, được xác định từ mặt sau (không hoạt động) như khoảng cách từ mặt sau đến mép chẩm - ít nhất là 100 mm.
Trên bề mặt của lưỡi cày được tạo một rãnh có độ sâu 1,5. 2,0 mm. Thao tác này được thực hiện trên máy phay đứng.
Sau đó, vật hàn L63 được đặt cách đều nhau trong rãnh đã chuẩn bị trước đó, sau đó tấm gốm kim loại TN-20 hoặc T15K6 được lắp vào vật hàn. Sau đó, một lớp thuốc hàn và chất trợ dung FK-250 bổ sung được bôi lên tại chỗ tiếp giáp của mỗi tấm với mép dọc của rãnh.
Tiếp theo, các tấm và lưỡi cày đang được phục hồi được nung nóng bằng máy hàn khí cầm tay MBV-500 với ngọn lửa đốt hydro-oxy. Chế độ xử lý: khoảng cách từ vết cắt của vòi đốt đến bề mặt cần phục hồi là 50 mm, tốc độ dòng oxy là 400 l / h, tốc độ dòng hydro là 375 l / h ở áp suất hỗn hợp khí 0,5 MPa. Trong trường hợp này, đầu đốt được dừng lần lượt trên từng tấm, cố gắng đảm bảo độ nóng đồng đều của nó. Quá trình gia nhiệt được thực hiện cho đến khi chất hàn nóng chảy hoàn toàn. Bằng cách này, mỗi tấm được hàn. Tiếp xúc với ngọn lửa hydro-oxy không ảnh hưởng xấu đến chất hàn, chất trợ dung, tấm kim loại-gốm và kim loại lưỡi cày đã sử dụng.
Sau đó, phần được phục hồi bằng các tấm kim loại gốm hàn được đặt trong một bộ thu nhiệt cách nhiệt được làm nóng đến nhiệt độ 620,630 ° C, cùng với đó nó được làm mát đến nhiệt độ phòng và tốc độ làm mát là 4 ° C / phút. .
Kết quả của các thử nghiệm so sánh của phương pháp được đề xuất và nguyên mẫu được thể hiện trong bảng.
Các trục trặc và hao mòn sau đây có thể xảy ra đối với thân cày: lưỡi chia trở nên xỉn màu, vết vát xuất hiện ở mặt sau, ngón chân tròn, lưỡi chia thu hẹp chiều rộng. Thường xuyên xảy ra các trường hợp gãy lưỡi cày và bộ phận làm việc của nó bị đứt do tác động vào rễ và đá khi cày tốc độ cao. bề mặt làm việc bị mòn và đứt ngón chân, cánh bị mòn. 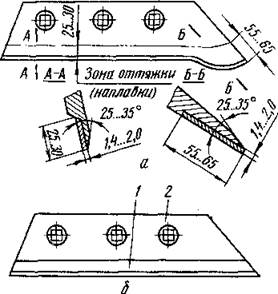
bề mặt công việc. Bảng hiện trường và các điểm bị mòn từ phía bên của rãnh và từ bên dưới.
Lưỡi cày, khi bị xỉn màu, được mài sắc ở mặt làm việc đến độ dày
Lưỡi cày tự làm sạch; b-composite hàn; 1 dải; 2 mặt sau
Hình dạng của bề mặt làm việc mòn của lưỡi cắt được kiểm tra bằng khuôn mẫu. Độ lệch so với mẫu được phép không quá 6 mm. Nếu ngón chân của lồng ngực bị gãy, lưỡi dao có thể được phục hồi. Để làm điều này, phần bị hỏng được làm từ một lưỡi dao cũ, theo một khuôn mẫu, được điều chỉnh ở chỗ nối và hàn bằng cách hàn điện từ phía sau đến phần lưỡi bị mòn. Trước khi hàn, phôi được xử lý nhiệt để đạt độ cứng NKS 62. 50. Để thoát nhiệt trong quá trình hàn, các khu vực gần đường nối được phủ một lớp đất sét có chứa amiăng, lót đồng đỏ dày 5 mm dưới đường hàn và đặt giẻ thấm nước dưới lớp lót. Sau khi hàn, đường may được làm sạch. Khi mép trường của lưỡi dao bị mòn, nó được lắng đọng thành các lớp phủ liên tiếp. con lăn có điện cực của nhãn hiệu T-590 và được mài ở góc 45. 50 ° so với bề mặt làm việc.
Trong trường hợp bị mòn nhẹ, bảng hiện trường được phục hồi với bề mặt cứng, sau đó mài nhẵn, hoặc dùng mặt chưa mài của bảng để lật lại. Để làm điều này, các lỗ được tạo ra trong đó và cứng lại.
Việc nghiền lưỡi dao được phép không quá ba chỗ với độ sâu đến 1,5. 2.0 mm và dài đến 15 mm. Độ vênh của đĩa được phép không quá 3 mm. Đĩa bị cong vênh được sửa trên đĩa ở trạng thái nguội. Chúng được mài đến độ dày lưỡi 0,5 mm trên máy OR-6112 để mài dao tròn và trên đồ gá của máy tiện với dao cắt có tấm làm bằng hợp kim cứng T15K6, v.v. Sự chạy dọc trục và xuyên tâm của đĩa được phép không quá 3 mm.
Độ mòn của các đầu mút của đĩa đệm lên đến 8 mm được bù đắp bằng cách đặt các vòng đệm sao cho khoảng cách giữa các mấu của đĩa liền kề ít nhất là 4 mm. Các bộ phận bằng gang có vết nứt được hàn với dây thông lượng PANCH-I bằng hàn điện hoặc hàn khí nóng với que gang.
Hạn chế hiển thị thân cắt mòn của máy làm đất
Câu hỏi chỉ có thể được hỏi sau khi đăng ký. Vui lòng đăng nhập hoặc đăng ký.
Nhìn vào cái cày, cái gì cần phải thay trong đó, để nó cày, và không cắt rãnh. Tôi sẽ cố gắng đăng một bức ảnh, có vẻ như với tôi rằng lưỡi dao đầu tiên cắt sang bên phải, tôi sẽ rất biết ơn sự giúp đỡ.
Vâng, đúng vậy, tòa nhà đầu tiên bị vẹo. Thân thứ hai cũng để lại rãnh?
Đầu tiên, bạn cần đặt tất cả các cơ thể trong cùng một mặt phẳng, và thứ hai, điều chỉnh lưỡi cày. Bãi chứa của bạn không hoạt động hoàn toàn, do đó có các gờ.
Theo tôi có thể có hai lý do:
1 Cái cày vứt bừa bãi trong rãnh
2 tốc độ thấp
Trong các trường hợp khác, các đường gờ sẽ khác nhau, nhưng bạn có tất cả các đường gờ giống nhau
Lưỡi của thân thứ nhất khác với lưỡi thứ 2 và thứ 3, đường ray của bánh sau máy kéo như thế nào?
Điều chỉnh cày.
Bạn có lái máy kéo dọc theo rãnh hay băng qua ruộng không? Phần thân đầu tiên không ném nhiều về phía đường trước. Các đường đổ thường được đánh bóng, có nghĩa là có sự luân chuyển của hình thành. Tốt, một chút lưỡi cày không vào đường và ngực 
đổ, nhưng điều này không gây tử vong (giường thuộc da sẽ ngấu nghiến nhiều hơn một chút và cày ít hơn một chút). Giảm chiều rộng làm việc một chút, gần với độ cày của bánh xe (trấu) và mọi thứ sẽ là xe đạp. Tốc độ là không cần thiết. Máy cày của bạn có các lưỡi cổ điển (không phải tốc độ cao). ở chế độ nhàn rỗi
Làm một cái bừa đằng sau cái cày và bạn sẽ hạnh phúc.
- một cái gì đó trong động cơ gõ vang.
bật đài to hơn và bạn sẽ hạnh phúc
Chính sách kinh tế trước hết là nghệ thuật thực hiện, không phải là nghệ thuật hoạch định. (A.V. Chayanov)
Chúng tôi tạo điều kiện để phát triển:. hỗ trợ người sản xuất nông nghiệp trong điều kiện không cản trở họ. Cherkasov P.N., Natalinsky Vùng Moscow.
Máy cày phải được quy định, đó là một thực tế, nhưng ngoài ra, cần phải quy định cách lắp máy cày trên máy kéo. thì đất trồng trọt sẽ đẹp.
Chính sách kinh tế trước hết là nghệ thuật thực hiện, không phải là nghệ thuật hoạch định. (A.V. Chayanov)
Chúng tôi tạo điều kiện để phát triển:. hỗ trợ người sản xuất nông nghiệp trong điều kiện không cản trở họ. Cherkasov P.N., Natalinsky Vùng Moscow.
Cho dù bạn điều chỉnh cày như thế nào, các rãnh và cục u sẽ vẫn còn. Đặc biệt là trên nền đất cứng. Với một cái bừa, nó trở nên hoàn hảo thậm chí.
Và những gì, vậy chính xác những gì có thể được gieo mà không cần san lấp mặt bằng với một người trồng trọt?
Bạn có lái máy kéo dọc theo rãnh hay băng qua ruộng không? Phần thân đầu tiên không ném nhiều về phía đường trước. Các đường đổ thường được đánh bóng, có nghĩa là có sự luân chuyển của hình thành. Tốt, một chút lưỡi cày không vào đường và ngực
Máy cày cày bình thường, dấu vết từ một lần chuyền đều 
Nhưng thực tế là trường hợp đầu tiên không ảnh hưởng nhiều đến trường hợp trước, thì đây là một vấn đề, và đúng hơn là nó có thể được chữa khỏi bằng hai cách: 1) Kéo máy cày bằng dây xích gần phía bên phải (máy cày của bạn cách xa rãnh, có thể
bảng đồng ruộng cũng có thể ủ não)
2) Chỉ cần tiêu điểm đính kèm của cày (tam giác).
Và tùy bạn quyết định.
Đừng vội làm điều tốt. Cái tốt phải được thực hiện từ từ để được chú ý và đánh giá cao. Ở
Một con ngựa, máy kéo hay máy cày motoblock là những thứ không thể thiếu trong công việc làm vườn tại nhà. Máy cày xới đất, lật lớp đất trên cùng, làm giảm số lượng cỏ dại, làm cho đất mềm và dẻo hơn. Bạn không chỉ có thể mua một chiếc máy cày mà còn có thể tự chế tạo nó. Để làm được điều này, ngoài dụng cụ và vật liệu, bạn cần phải có ý tưởng về cấu tạo của máy cày và hình học của nó.
Chỉ có thể chế tạo một chiếc cày một cách chính xác khi có ý tưởng về quá trình cày, cũng như về mục đích của từng chi tiết của chiếc cày.
Khi cày, nêm cày cắt xuống đất một góc nhất định, tùy thuộc vào độ mềm và độ ẩm của đất. Nêm tách sự hình thành, nâng và nén nó, đồng thời chia sự hình thành thành nhiều phần. Góc vào xác định lớp trái đất sẽ bị chia thành bao nhiêu phần: góc càng lớn thì sự phân chia càng lớn. Nhưng nếu góc đi vào lớn hơn 45 độ, thì đất sẽ ngừng trượt dọc theo bề mặt làm việc của thiết bị canh tác, và bắt đầu tích tụ ở phía trước nó, gây khó khăn cho công việc tiếp theo.Máy cày thẳng đứng, tức là, với góc dẫn nhọn hơn, tách đất ra khỏi mép rãnh trồng trọt và nén đất theo chiều ngang. Máy cày có góc dẫn ngang hoạt động khác: nó lệch và lật trên lớp đất.
Một máy cày làm việc điển hình bao gồm:
- Lưỡi cày cắt đất
- bãi rác,
- Dao
- bảng hiện trường,
- giá đỡ,
- Skimmer.
Ngoài ra, máy cày có thể được trang bị:
- Khung kim loại bền hơn,
- bánh xe,
- Một cơ chế điều chỉnh công việc của máy cày so với máy kéo,
- cơ chế thủy lực,
- Hệ thống thủy lực khí nén.
Bãi chứa có thể có một số loại bề mặt làm việc:
- Đinh ốc,
- hình trụ,
- Hình trụ.
Hình trụ nghiền đất một cách hoàn hảo, nhưng sự hình thành kém. Điều này không phải lúc nào cũng thuận tiện. Bề mặt làm việc hình trụ thường được sử dụng để làm việc với đất yếu. Tiện lợi và thiết thực nhất trong công việc là mặt trụ vừa có thể vò tốt, lật lật đất, vừa chống chọi được với đất khô và ướt.
Để tự tay làm một cái cày ở nhà, bạn phải có:
- con lăn,
- Người Bungari
- máy cắt khí,
- dây buộc,
- Công cụ đo lường,
- Cây búa,
- Máy hàn,
- Kéo để cắt kim loại.
Trước khi bắt đầu công việc, bạn nên vẽ một bản vẽ hoặc sơ đồ, hoặc tìm một phiên bản làm sẵn trên Internet. Điều này sẽ cho phép bạn hình dung tiến độ công việc, vị trí của tất cả các bộ phận và ốc vít.
Tùy chọn dễ dàng nhất để thực hiện. Thiết bị một mặt có thể được chế tạo thành một mảnh, ở dạng một thân hoặc có thể thu gọn. Phiên bản đóng mở tiện lợi ở chỗ nó cho phép bạn tháo lưỡi cày để mài sắc. Có thể thay lưỡi cày bằng đĩa từ đĩa tròn. Việc kết xuất thường được thực hiện theo hai cách. Đầu tiên trong số này yêu cầu sử dụng một đường cắt ống, dày khoảng 5 mm và đường kính 50 cm.
Một phôi được cắt ra khỏi vết cắt và với sự hỗ trợ của máy mài góc, nó sẽ được đưa đến kích thước mong muốn. Phương pháp thứ hai để sản xuất một lưỡi dao liên quan đến sự hiện diện của một tấm thép dày 4 mm hoặc một hình trụ có cùng độ dày thành, nhưng tiết diện ngang khoảng 50 cm. Sử dụng máy hàn hoặc kéo kim loại, một hình dạng được cắt ra và uốn cong dưới dạng hình trụ. Nếu có sai lệch so với kích thước yêu cầu, bạn có thể sử dụng búa để tinh chỉnh.
Bất kỳ bản vẽ nào cũng cung cấp sáu yếu tố cấu thành:
- Đĩa kim loại hoặc lưỡi cày
- Nền tảng,
- tấm đệm,
- lá chắn bên,
- Cắt ống cho tấm chắn,
- Ban công tác hiện trường.
Lưỡi cày thường được lắp đặt bằng cách sử dụng một tấm kim loại và một số nêm được vát một góc 25 độ. Chúng được cố định bằng cách hàn hai điểm, đồng thời chúng cũng kết nối giá đỡ và tấm chắn bên. Bạn nên làm cho tấm chắn cao hơn một cm so với cạnh dưới của lưỡi cày, trong khi các cạnh của tấm chắn phải chồng lên cạnh của lưỡi cày năm hoặc sáu mm.
Lưỡi cày với lưỡi được gắn chặt bằng cách hàn để chúng là một tổng thể duy nhất, không có khe hở và bất thường. Góc tạo thành giữa chúng không được vượt quá bảy độ. Một lưỡi cày hàn và một lưỡi được gắn vào giá đỡ bên, và bản thân chân đế được hàn trước tiên với đế, sau đó đến tấm đệm. Cuối cùng, các góc của lưỡi cày được hàn vào đế. Tất cả các dấu vết của hàn và đường nối được làm sạch, và lưỡi với lưỡi cày được đánh bóng.
Loại này hiệu quả hơn để cày những vùng đất rộng. Để sản xuất, cần phải có một khung thép chắc chắn, được làm bằng hình tròn hoặc hình chữ nhật, dày ít nhất hai mm. Kích thước khung phụ thuộc vào số lượng bộ phận làm việc được yêu cầu và yếu tố vận hành. Trong bộ phận làm việc, lưỡi cày phải được đặt từ bên dưới, vì vai trò của nó là di chuyển một lớp đất lên bãi thải. Bãi rác làm biến đất, cắt và dịch chuyển, tạo thành rãnh.
Giá đỡ cần thiết để gắn dụng cụ lao động vào khung và giữ dao. Một số lỗ có thể điều chỉnh được tạo ra trong đó, cho phép bạn thay đổi độ sâu của việc cày.Thông thường giá đỡ được hàn từ một tấm kim loại, dày ít nhất một cm và được gắn chặt vào khung bằng bu lông.
Khung với tất cả các công cụ lao động được gắn vào một máy kéo mini hoặc máy kéo đi bộ phía sau với một thanh kéo hoặc dây kéo tự chế. Thanh kéo phải có tay cầm và thẳng hoặc hình chữ V. Tùy chọn hình thức thứ hai hiệu quả hơn vì nó làm cho máy cày ổn định hơn nhiều. Ngoài ra, để chuyển động thẳng và ổn định hơn, có thể lắp đặt bánh xe trường. Chúng được gắn vào khung bằng một giá đỡ có thể điều chỉnh được.
Để lắp ráp máy cày bằng tay của chính mình, bạn cần tuân theo một quy tắc rất quan trọng: tất cả các bộ phận của thiết bị được hàn ngay tại chỗ đầu tiên và chỉ khi tất cả các bộ phận ở đúng vị trí và được gắn chặt - cái cuối cùng. Thật dễ dàng để kiểm tra chất lượng của tay nghề - đối với điều này, lưỡi có phần chia phải được tháo ra và bản thân chiếc cày phải được đặt trên bàn. Ấn chặt lưỡi cày, kiểm tra độ trùng của mặt bàn với mặt ngang của máng trượt. Nếu không có sai lệch, mọi thứ được thực hiện một cách chính xác.
Bạn cũng có thể xác định một bản dựng tốt bằng các tính năng sau:
- Cạnh sắc của lưỡi cày nằm dưới đường trượt hai cm,
- Lưỡi cày có lưỡi không nhô ra ngoài mép dọc của đường trượt quá một cm,
- Không có khoảng cách giữa thanh trượt và lưỡi dao.
Họ gắn một thiết bị sản xuất trong nhà trên một chiếc máy kéo đi bộ bên cạnh khu vực máy cày. Chúng bắt đầu bằng việc lắp đặt các bánh xe thép - chúng ngăn không cho máy kéo đi bộ phía sau trượt trong đất. Bước tiếp theo: buộc chặt lưỡi cày, nhưng không quấn hoàn toàn các đai ốc cố định. Với sự giúp đỡ của họ, bộ máy sẽ được điều chỉnh, bắt đầu trên một giá đỡ đặc biệt. Chiều cao của giá thể phải bằng chiều sâu cày. Sau khi lắp và kiểm tra sự gắn chặt của tất cả các nút, máy cày được đặt trên mặt đất.
Việc kiểm tra chất lượng công việc được thực hiện trên cày theo ba rãnh.
Điều này đủ để đo độ sâu và kiểm tra các đường nối ngược. Nếu các rãnh chạy vào nhau hoặc khoảng cách giữa chúng hơn 10 cm thì cần phải điều chỉnh lại tất cả các thành phần.
















