Chi tiết: tự sửa chữa khung Ural 4320 từ một người chủ thực sự cho trang web my.housecope.com.

Một tàu chở gỗ dựa trên Ural-4320 với động cơ diesel YaMZ-238 và bộ điều khiển thủy lực EPSILON E110L sau khi đại tu và hiện đại hóa lớn có các đặc tính hoạt động tuyệt vời. Do đó, những thiết bị như vậy là nhu cầu lớn trong ngành khai thác gỗ.
Các công việc chuyển đổi phương tiện hoán cải Ural-4320 thành tàu chở gỗ đã được hoàn thành:
- tháo rời hoàn toàn chiếc xe;
- thiết bị khai thác được sản xuất: overframe, bunk, màn hình bảo vệ;
- chẩn đoán tất cả các thành phần và cụm, thay thế nếu cần thiết.
- động cơ khí quyển diesel YaMZ-238;
- khung gia cố bên trong các sải;
- khung gia cố cho vị trí của bộ thao tác thủy lực;
- gia cố lò xo phía trước.
Đang trong quá trình đại tu và trang bị lại xe ở xe chở gỗ với bộ thao tác thủy lực Công việc được thực hiện để tháo dỡ tất cả các thành phần và cụm chính, cũng như chẩn đoán tình trạng kỹ thuật của chúng.
Thiết bị vận chuyển gỗ phải đáp ứng các tiêu chuẩn độ tin cậy cao khi hoạt động trong các điều kiện khắc nghiệt của Nga. Để đảm bảo các thông số cần thiết, công việc được thực hiện trên khung gia cố kép:
- gia cố khung bên trong các xà;
- gia cố khung tại vị trí của bộ thao tác thủy lực.
Trong quá trình đại tu khung xe tải, một loạt công việc được thực hiện:
- rửa và làm sạch lớp sơn cũ;
- thay thế các dấu ngoặc không sử dụng được bằng các dấu ngoặc mới;
- sơn lót, sơn và làm khô trong buồng sấy.
Phần gầm của xe chở gỗ phải chịu được tải trọng vận hành cao, đặc biệt là trục trước của xe. Trước khi lắp đặt thiết bị khai thác và bộ điều khiển thủy lực trên khung xe, công việc được tiến hành để tăng cường hệ thống treo của xe, chẩn đoán và thay thế các bộ phận cần thiết:
| Video (bấm để phát). |
- xả và hoàn toàn tháo rời;
- điều chỉnh các tổ máy mới được khôi phục phù hợp với các văn bản quy định của nhà sản xuất với việc tiếp tục vận hành tại các gian hàng chuyên dụng;
- lắp mới lò xo trước, tai lò xo, thang, lò xo sau, tai lò xo, thang;
- lắp đặt ống lót mới của bộ cân bằng, các miếng đệm làm kín, vòng và vòng bít, lắp đặt bộ giảm xóc mới;
- sơn lót, sơn và làm khô.
- tháo dỡ với tháo rời hoàn toàn tất cả các thành phần;
- kiểm tra, xử lý sự cố với việc thay thế các bánh răng, trục, vỏ làm việc bị từ chối;
- lắp ráp sử dụng vòng bi mới, các bộ phận bánh răng, điều chỉnh và làm kín các vòng đệm, ống lót, vòng bít, vòng đệm và ốc vít;
- điều chỉnh các đơn vị lắp ráp phù hợp với tài liệu quy định đối với từng đơn vị chạy thử trên các giá đỡ truyền động chuyên dùng;
- đơn vị sơn lót và sơn;
- đổ dầu nhờn khi hoàn thành lắp đặt.
Trong quá trình đại tu chiếc xe, một loạt công việc được thực hiện với chiếc taxi:
- tháo rời hoàn toàn cabin, loại bỏ lớp sơn trước đó;
- thay thế các bộ phận bị biến dạng và bị ăn mòn của cabin;
- sơn lót, sơn, xử lý đáy cabin bằng mastic bitum và sấy khô trong buồng sấy;
- lắp đặt nội thất mới, ghế ngồi, bảng điều khiển, hệ thống dây điện và trang trí cabin;
- thay thế các yếu tố bộ lông bị biến dạng;
- sơn lót, sơn và làm khô các bộ phận của bộ lông trong buồng sấy;
- bộ lông phụ và lắp đặt trên xe.


Các bộ phận lái được lắp mới: cần lái, trợ lực lái, bơm trợ lực lái, trục lái.
Chỉ lắp mới các bộ phận của hệ thống phanh: van và van phanh, bộ trợ lực thuỷ lực khí nén, xi lanh phanh chủ, xi lanh phanh làm việc, guốc phanh, đường thuỷ lực và khí nén.
Khung phụ của xe tải khai thác gỗ là cơ sở để đặt và gắn chặt các bộ phận của thiết bị khai thác gỗ. Công ty "SPETSLESAVTO" tham gia sản xuất khung vượt dành cho xe tải.
Công ty "SPETSLESAVTO" tham gia vào việc sản xuất ngựa cho xe tải chở gỗ.
Công ty "SPETSLESAVTO" tham gia sản xuất hàng rào bảo vệ cho xe tải chở gỗ, hàng rào này được thiết kế để bảo vệ bộ điều khiển thủy lực và cabin của máy kéo khỏi bị hư hại.


Công ty "SPETSLESAVTO" lắp đặt động cơ diesel trên máy kéo.
Một tàu sân bay chở gỗ dựa trên khung gầm Ural-4320 được tạo ra để hoạt động trong điều kiện khắc nghiệt của miền bắc nước Nga. Khác biệt ở khả năng vượt qua và độ tin cậy cao. Xe chở gỗ này có đầy đủ các thông số của một chiếc xe mới, nhưng giá thành rẻ hơn nhiều và dễ bảo dưỡng.
- Trang bị lại Ural-4320
- Tăng cường lò xo
- Lắp đặt bộ thao tác thủy lực
Vui lòng đăng nhập để để lại bình luận.
Trong hơn 15 năm, chúng tôi đã sản xuất các thiết bị đặc biệt chất lượng cao và đáng tin cậy.
Sửa chữa khung là một công việc khá phổ biến. Các hư hỏng là khác nhau, tùy thuộc vào tính chất, đây là các vết nứt (một hiện tượng khá phổ biến), và các nếp gấp và biến dạng.
Thông thường, trong các trường hợp tai nạn nghiêm trọng, rất khó khôi phục lại khung hoạt động và điều đó là không thực tế. Nhưng trong hầu hết các trường hợp, thiệt hại được thể hiện ở các vết nứt hoặc vỡ khung. Những hư hỏng như vậy có thể được sửa chữa một cách an toàn. Nhưng điều quan trọng là phải tuân theo công nghệ sửa chữa, vì thiết kế khung làm việc trong điều kiện khó khăn, tải trọng xoắn rất mạnh.
- bạn cần nấu bán tự động,
- tránh quá nóng,
- hãy chắc chắn để cắt các đường nối,
- bo gốc đường may.
Trước khi tiến hành sửa chữa, bạn cần kiểm tra kỹ khung xem có vết nứt không. Một ống nội soi video phù hợp để kiểm tra nội bộ. Nếu không có thiết bị chuyên dụng, bạn có thể mua thiết bị nội soi USB hoạt động với máy tính xách tay hoặc điện thoại thông minh.
Để sửa chữa, cần cung cấp khả năng tiếp cận nơi hư hỏng, nếu cần thiết có thể tháo dỡ các bộ phận gây cản trở trong quá trình làm việc. Phương pháp tốt nhất là giải phóng khung khỏi tất cả các tệp đính kèm và các phần tử để giảm tải. Nếu các vết nứt đã lan rộng, trước tiên chúng phải được giảm bớt với sự trợ giúp của kích và đảm bảo đo các điểm kiểm soát đường chéo của ô tô. Khoảng cách chênh lệch không được quá 5 mm. Nếu có sai lệch thì khung phải được kéo trên đường trượt.
Khung được nắn thẳng, kể cả ở những nơi có vết nứt, ở trạng thái nguội bằng búa tạ và búa, với sự trợ giúp của các trục gá và giá đỡ.
Trên xe tải và sơ mi rơ moóc, khung được điều chỉnh bằng thiết bị khí nén hoặc thủy lực.

Các vết nứt được loại bỏ bằng cách hàn và tán các lớp lót gia cố.
Các tính năng chính trong việc chuẩn bị hàn:
- xác định phần cuối có thể nhìn thấy của vết nứt (sử dụng kính lúp);
- khoan phần cuối của vết nứt (trước khi khoan, đục tâm dưới lỗ ở khoảng cách 5-10 mm tính từ đường biên có thể nhìn thấy của vết nứt dọc theo đường hướng của nó; khoan bằng mũi khoan có đường kính 5-6 mm );
- cắt các cạnh ở góc 90 độ đến độ sâu bằng 2/3 chiều dày kim loại của chi tiết, bằng máy cắt plasma, nếu không có bạn có thể sử dụng máy mài, nhưng mất nhiều thời gian hơn.
- làm sạch các cạnh của vết nứt rộng 20 mm (bàn chải thép hoặc máy mài điện).
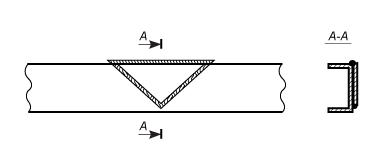
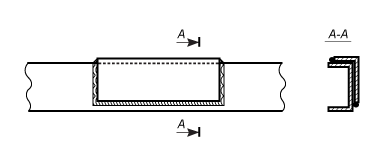
Các vết nứt trên các thành viên bên được loại bỏ:
- hàn và lắp đặt lớp lót hình hộp gia cố bên ngoài hoặc bên trong bằng đinh tán;
- hàn vết nứt và hàn lớp lót gia cố hình tam giác;
- hàn vết nứt và hàn lớp lót cốt thép làm bằng thép góc;
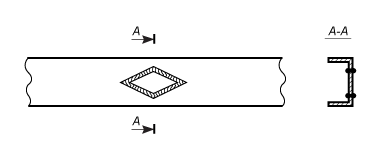
- Các vết nứt dọc hoặc một loạt các vết nứt trên tường thẳng đứng được loại bỏ bằng cách cắt bỏ khu vực bị hư hỏng và hàn một miếng chèn ở dạng hình thoi;
Trước khi lắp tấm lót, đường may phải được làm sạch bằng kim loại cơ bản.
Nếu không thể đun sôi gốc, thì tốt hơn là không nên thực hiện hàn khung.
- Đầu tiên vượt qua hàn rễ: hiện hành 100 A dây điện Sv08 Hỗn hợp khí 1,2mm Ar + CO2 20% các con lăn ngắn từ trái sang phải qua vết nứt với sự gián đoạn của hồ quang và không làm kim loại quá nóng, nhưng với sự hình thành của một con lăn ngược lại.
- Vượt qua thứ hai và thứ ba hiện tại 110 A theo cùng một cách, nhưng các con lăn phải mỏng và chồng lên nhau.
- Vượt qua thứ tư hiện tại 120 A hạt trên toàn bộ chiều rộng của rãnh với một chút tiếp cận với kim loại cơ bản, các hạt dày đặc và tùy thuộc vào sự mất nhiệt, có thể tạo đường may liên tục nhưng không làm kim loại quá nóng (3-5 hạt và vòng cung gián đoạn).
- Con lăn thứ năm bao phủ ở mỗi hướng mức tối thiểu được nấu theo cùng một cách nhưng không làm gián đoạn vòng cung. Đường may rộng, lồi và khá đều.
Dọc chỉ chín từ trên xuống dưới. Nếu khách hàng yêu cầu che dấu vết hàn, thì con lăn thứ 5 không được đun sôi.
Mỗi trường hợp hàn khung là rất riêng lẻ.
Không nên hàn các đường nối lớn cùng một lúc, vì trong vùng ảnh hưởng nhiệt, kim loại sẽ cứng và trở nên giòn trong quá trình biến dạng.
Trong ảnh đã làm khung rồi, đường may nham nhở. Tôi đã phải làm lại.
Các đường nối được cắt 90 độ, nơi phải khoan VIN, đây là để giảm ứng suất, vì vậy một phần của vết nứt không thể hàn, và nếu bạn không tạo lỗ, thì từ ứng suất của kim loại, vết nứt sẽ đi. lại qua hàn.
Các đường nối được hàn theo công nghệ trên.
Trong sửa chữa được cung cấp ở trên, lớp phủ không được yêu cầu. Thêm một mối hàn không tốt cho kết cấu. Lớp phủ được sử dụng nếu cần gia cố khung, nơi có kim loại mỏi và có nhiều vết nứt dọc. Các lớp phủ ở dạng hình thoi hoặc hình elip được hàn tốt nhất và không được hàn bằng lớp phủ.
Đối với các lớp phủ và bản vá, bạn cần phải lấy cùng một loại thép để làm khung.
đây là chủ đề của tôi, nơi tôi đã sửa chữa khung.
xe của tôi bây giờ đang làm việc hàng ngày.
mọi thứ hoạt động tốt, không có ý kiến về việc sửa chữa khung.
Bạn nên bọc khung cũ bằng khung mới vừa vặn.
vẫn cần bắt đầu sửa chữa như vậy bằng cách phun cát
chúa giúp đỡ.
Whoa, tôi nên chú ý đến loại khung nào? Cái nào gần với “chúng ta” hơn hay cái nào đều là hình thoi? Nó thế nào rồi Kyz, có thiếu không?
Whoa, tôi nên chú ý đến loại khung nào? Cái nào gần với “chúng ta” hơn hay cái nào đều là hình thoi? Nó thế nào rồi Kyz, có thiếu không?
Vâng, về ZIL, tôi cũng quan tâm?
cái gần hơn, tôi đã bán cho họ một nửa khúc, họ sẽ ghép nó với đuôi của họ (nhân tiện, nó là của Zil).
và đây là những bức ảnh cuối cùng về zilka của tôi
[QUOTE = Dzenz; 1151760895] Khung bị vỡ cả hai bên. Gãy ở chỗ gắn các bậc thang phía sau. Tôi đã tìm kiếm một cái gì đó tương tự trên diễn đàn và không tìm thấy nó.
Tìm lời khuyên về cách pha TỐT HƠN?
Có ai có thể giúp đỡ về tài liệu?
Tôi sẽ biết ơn vì bất kỳ lời khuyên hữu ích nào.
Khung của những chiếc xe Ural thuộc loại spar bao gồm hai thanh, được liên kết với nhau bằng sáu thanh ngang và một bộ đệm phía trước.
Các thanh khung được dập, từ thép tấm có biên dạng thay đổi, được gia cố ở phần giữa và phần sau. Để kéo xe, móc kéo được lắp ở phía trước khung. Ở phía sau của khung, một thiết bị kéo được lắp đặt trong thành viên chéo, được trang bị một lò xo tác động kép, giúp giảm tải xung kích lên khung khi lái xe với rơ moóc.
Khung của xe Ural-377, -375N, -377S, -375SN có giá đỡ dầm cân bằng được rút ngắn chiều cao, giúp giảm 44 mm chiều cao xếp hàng của bệ.
Khung xe đầu kéo được rút ngắn ở phía sau và có hai móc kéo cứng thay cho thiết bị kéo. Bệ đỡ được lắp trên khung của xe đầu kéo để bảo dưỡng và bảo vệ khỏi bùn đất văng vào.
Khung gầm của Ural-375A, trái ngược với khung của Ural-375D, được kéo dài thêm 335 mm ở phía sau.
Bảo trì khung bao gồm kiểm tra hình dạng hình học, các kết nối bắt vít và đinh tán của nó.
Chất lượng của mối nối đinh tán được kiểm tra bằng cách dùng búa gõ vào đinh tán. Các đinh tán bị lỏng nên được thay thế bằng đinh tán mới hoặc bu lông có đai ốc.Khi sửa chữa mối nối đinh tán, trong trường hợp mòn các lỗ đinh tán (hơn 15 ° / o / đường kính danh nghĩa), hãy hàn các lỗ và khoan lỗ mới sau khi đánh dấu.
Sự sai lệch và biến dạng của khung được xác định bằng cách kiểm tra, cũng như bằng cách kiểm tra bằng thước và khuôn mẫu.
Sơ đồ hình học của khung được kiểm tra bằng cách đo nó theo đường chéo trong các phần riêng biệt. Chênh lệch giữa hai kích thước đường chéo của mỗi đường chéo cùng tên (B, C, D, D, E) không được vượt quá 5 mm.
Chênh lệch chiều rộng giữa đầu trước và đầu sau của khung không được quá 4 mm.
Chỉnh sửa khung ở trạng thái nguội.
Bảo dưỡng thiết bị kéo bao gồm bôi trơn và làm sạch thiết bị này khỏi bụi bẩn, siết chặt các bu lông giữ cố định thiết bị kéo vào khung và kiểm tra khe hở ngang của móc trong ống lót dẫn hướng. Đai ốc móc kéo phải được vặn vào vị trí loại trừ chuyển động dọc trục của móc. Móc phải tự do xoay bằng tay.
Cơm. 1. Khung:
1 - đệm phía trước; 2 - móc kéo; 3 - cọc bên phải; 4 - thành viên chéo đầu tiên; 5 - giá đỡ cabin và giảm xóc; 6 - spars bộ khuếch đại; 7 - dầm ngang của giá đỡ bổ sung của bộ truyền động; 8 - giá đỡ ca bin; 9 - thành viên chéo thứ hai; 10 - thành viên chéo thứ ba; 11 - thành viên chéo thứ tư; 12— thành viên chéo thứ năm; 13 - thành viên chéo thứ sáu; 14 - bộ đệm phía sau; 15 - thành viên chéo của thiết bị kéo; 16 - giá đỡ cân bằng; 17 - giá đỡ sau của lò xo trước; 18 - thành viên bên trái; 19 - giá đỡ phía trước của lò xo phía trước
Cơm. 2. Thiết bị kéo:
1 - đai ốc; 2 - vòng đệm; 3 - thiết bị kéo xà ngang; 4— ống lót; 5 - lò xo; 6 - thành viên chéo của móc kéo; 7 - bu lông; 8 - chốt chó; 9 - trục của con chó; 10 - chốt; 11 - xích; 12 - ngón tay; 13 - móc kéo; 14 - tấm gia cố
Cơm. 3. Kiểm tra sơ đồ hình học của khung
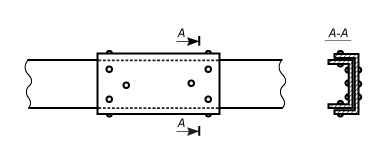
Tùy thuộc vào chất lượng của công việc hàn, việc sửa chữa các thanh răng là một biện pháp đảm bảo quãng đường của xe cho đến khi khung được sửa chữa được thay thế bằng khung mới. Nếu phát hiện thấy các vết nứt trên các thanh khung, hãy tiến hành các công việc sau.
Khi kết thúc vết nứt, khoan một lỗ xuyên qua có đường kính 3-5 mm. Dọc theo toàn bộ chiều dài của vết nứt, trên cả hai mặt của đoạn spar, đến độ sâu 4 mm ở góc 90 °, cắt một rãnh để hàn. Áp dụng đường hàn từ lỗ đã khoan đến hết vết nứt. Làm sạch đường may ở mặt trong của chi tiết bên cho đến khi tấm lót gia cố vừa khít. Ở bên trong vết nứt được hàn, lắp tấm gia cố có tiết diện kênh, định vị đối xứng so với vết nứt. Hàn các tấm gia cố chỉ với các đường nối dọc. Vật liệu của tấm gia cố là một tấm thép nhẹ dày 6-8 mm.
Cơm. 4. Vị trí lắp đặt các tấm cốt thép khi sửa chữa cấu kiện chéo số 2:
1 - các vị trí có thể có vết nứt; 2 - đệm gia cố
Trên những chiếc xe được sản xuất trước năm 1972, phần trên và phần dưới của thành viên chữ thập số 2 được kết nối với nhau bằng đinh tán. Nếu phát hiện vết nứt trên tấm đáy của cấu kiện chữ thập số 2 thì phải khoan một lỗ có đường kính 3-5 mm ở cuối vết nứt và lắp tấm bắt vít vào. Để buộc chặt các lớp lót, bạn có thể sử dụng các lỗ có sẵn cho đinh tán hoặc khoan thêm lỗ Ø 11 mm cho bu lông Ø 10 mm.
Vật liệu lót là một tấm thép nhẹ dày 5-8 mm.
Nếu phát hiện thấy các vết nứt trên giày của chi tiết chữ thập số 2, xuyên qua các đinh tán gắn chặt vào trục quay, thì cần phải cắt bỏ tám đinh tán cực đoan và khoan qua các lỗ Ø 15 mm ở khoảng cách 50 mm từ cắt đinh tán. Khoan các vết nứt trên giày 0 3-5 mm, hàn các vết nứt. Để gắn chặt xà ngang vào các thành bên thông qua các tấm gia cường bằng bu lông M14X 1.5X40, đai ốc M14X 1.5X11, vòng đệm 14.2X23.2X4.5. Vật liệu của lớp lót gia cố có thể là một tấm thép có chiều dày từ 5-8 mm. Kích thước gần đúng của lớp lót là 90X32.
Cơm. 5. Vị trí lắp đặt các miếng đệm tăng cường khi sửa chữa giày của viên chéo số 2:
1 - những chỗ có thể có vết nứt trên giày; 2 - đệm gia cố
Khi sửa chữa các thanh khung và thanh ngang số 2, nên sử dụng các điện cực loại E42A, E46A, E50A với đường kính thanh từ 3 đến 5 mm. Sơn khung sau khi sửa chữa.
Một trong những dấu hiệu đặc trưng cho thấy cần phải tháo và điều chỉnh hộp số là tiếng ồn tăng lên khi xe chuyển động. Nguyên nhân làm tăng tiếng ồn:
- sự dịch chuyển của miếng dán tiếp xúc trong lưới của bánh răng côn do vi phạm việc điều chỉnh các ổ trục hình nón;
- điểm và sứt mẻ của răng bánh răng, độ mòn của ổ trục, cũng như mức dầu không đủ trong vỏ trục.
dụng cụ và lăn xe đẩy ra khỏi gầm xe.
Quy trình tháo trục truyền động giữa (sau) như sau.
Đặt xe trên mương kiểm tra. Đóng van bánh xe (chỉ dành cho Ural-4320 và 4420).
Nới lỏng các đai ốc bánh xe của trục đã tháo dỡ, tháo các nắp bảo vệ và ngắt kết nối ống cấp khí khỏi van bánh xe.
Xả chất bôi trơn khỏi vỏ trục.
Nâng đuôi xe lên và đặt một giá đỡ dưới phần cuối phía sau của khung. Nới lỏng các đai ốc bánh xe và tháo các bánh xe. Cài đặt và sửa chữa thiết bị (Hình 1).
Sử dụng điều chỉnh độ lệch tâm, tách các má phanh, do đó ngăn chặn chùm trục quay trong các hoạt động tháo gỡ tiếp theo.
Tháo trục cardan của ổ trục giữa (phía sau), ngắt kết nối ống phanh và đường ống, hệ thống làm kín (chỉ dành cho Ural-4320 và 4420), và hệ thống trượt lốp.
Tháo khung thanh mô men phía trên khỏi dầm cầu, ngắt kết nối và tháo khung thanh mô men phía dưới.
Lăn một xe đẩy đang lắp dưới cầu và sau khi tháo cụm dầm trục, hãy hạ nó xuống xe đẩy bằng một công cụ.
Ngắt kết nối bộ cố định và lăn xe đẩy ra bằng trục giữa (phía sau) từ bên dưới xe.
Khi tháo trục trước, tiến hành các công việc chuẩn bị tương tự như các bước đã mô tả ở trên. Ngoài ra, cần ngắt liên kết chân chống lái từ lẫy đốt ngón tay lái bên trái, bộ trợ lực thủy lực từ lẫy đốt ngón tay lái bên phải.
Ngắt kết nối và tháo các đầu giảm xóc dưới ra khỏi giá đỡ.
Sử dụng thiết bị đã được lắp đặt và cố định, nâng trục và sau khi tháo các đai ốc của thang bậc, tháo các kẹp của lò xo phía trước.
Hạ trục lái trước xuống xe.
Bộ giảm tốc trục trước, không giống như bộ giảm tốc trục giữa (phía sau), chỉ được tháo dỡ sau khi đã tháo toàn bộ trục ra khỏi xe.
Lắp trục trước đã tháo dỡ lên giá đỡ. Ngắt kết nối liên kết lái, ống phanh và hệ thống làm kín.
Nới lỏng các đai ốc khớp bi.
Sử dụng dao găm, tháo các cụm khớp ngón tay lái bằng cách sử dụng các đường cắt bên dưới của mặt bích khớp bi.
Tháo nắp bên 35 (xem Hình 2) của cụm cacte hộp số với khớp cấp dầu 25 và tháo các bu lông và đai ốc đang giữ chặt hộp số, bao gồm cả hai bu lông nằm bên trong cacte.
Sử dụng cơ cấu nâng hạ, tháo hộp số khỏi vỏ trục.
Bộ giảm tốc trục giữa (phía sau) Sử dụng một công cụ, tháo dỡ trực tiếp từ phương tiện được lắp đặt trên rãnh kiểm tra, để thực hiện việc này, đóng van bánh xe, tháo nắp bảo vệ và ngắt kết nối ống cấp khí khỏi van bánh xe.
Xả chất bôi trơn khỏi vỏ trục. Tháo các bu lông đang giữ chặt nắp trung tâm, tháo các khuỷu cấp khí khỏi trục trục và tháo nắp trung tâm cùng với các con dấu và ống cấp khí. Sau đó, sử dụng một bộ kéo, loại bỏ các trục của trục.
Phạm vi công việc được thực hiện và độ phức tạp của chúng. Xe Ural-4320 tháo rời thành từng chiếc. Quy trình công nghệ sửa chữa. Chuỗi hoạt động hợp lý. Tính toán các thiết bị chính. Tính toán nhu cầu sử dụng các nguồn năng lượng.
Các sinh viên, nghiên cứu sinh, các nhà khoa học trẻ sử dụng nền tảng tri thức trong học tập và làm việc sẽ rất biết ơn các bạn.
Đăng trên
Năng suất lao động, giảm chi phí và nâng cao chất lượng sửa chữa máy đường phần lớn phụ thuộc vào phương pháp tổ chức sửa chữa lớn máy. Trong ngành công nghiệp sửa chữa, có các phương pháp đại tu riêng lẻ, nút và theo dòng. Việc lựa chọn phương pháp nào phụ thuộc vào số lượng, tính năng thiết kế và tính đồng bộ của máy móc, cũng như trang thiết bị kỹ thuật của xí nghiệp sửa chữa.
Xét thấy tốc độ tăng năng suất lao động phụ thuộc vào mức độ cơ giới hóa, tự động hóa của các quá trình sản xuất, do đó, một trong những nhiệm vụ chủ yếu là trang bị đến mức tối đa từng nơi làm việc, trang bị cho mỗi nơi làm việc một tổ hợp thiết bị, dụng cụ công nghệ và đồ đạc.
Có tầm quan trọng lớn đối với việc tăng năng suất lao động trong bảo dưỡng và sửa chữa và đảm bảo chất lượng của chúng, là việc áp dụng rộng rãi cách tổ chức lao động khoa học (KHÔNG) trong sản xuất. Các biện pháp sau bao gồm một loạt các biện pháp, bao gồm cải tiến tổ chức và duy trì nơi làm việc, cải tiến kỹ thuật, phương pháp và phân bổ lao động, tạo điều kiện làm việc thuận lợi, hợp vệ sinh và thẩm mỹ, v.v.
Mục đích của đồ án môn học của tôi là thiết kế một bộ phận tháo rời máy móc thành bộ phận đơn vị.
Mục tiêu của dự án là tính toán tần suất bảo trì; định nghĩa: số lượng dịch vụ mỗi năm, hệ số sẵn sàng kỹ thuật, chương trình hàng ngày của ô tô; phân bố cường độ lao động của công việc bảo dưỡng, sửa chữa phương tiện và tự phục vụ của doanh nghiệp; phân bố cường độ lao động của công việc; tính toán số lượng công nhân; lựa chọn thiết bị công nghệ; bố trí bộ phận, v.v.
Bộ phận dự kiến Việc tháo dỡ ô tô thành các đơn vị tại một xí nghiệp sửa chữa ô tô nhằm mục đích tháo rời ô tô URAL-4320 thành các đơn vị, để sau đó gửi chúng đi sửa chữa cho các bộ phận của mình.
Bộ phận này là một phần của bộ phận tháo-ráp máy móc. Có kế hoạch tổ chức quy trình công nghệ tháo lắp máy thành đơn vị
- Tổ chức công việc của công nhân, quản lý sản xuất rõ ràng (có mất thời gian lao động không, phân tích nguyên nhân do đâu);
- Tuân thủ kỷ luật lao động tại cơ sở;
- Sự cần thiết phải thay thế các thiết bị công nghệ lạc hậu;
- Có đủ diện tích của phòng (khu) để thực hiện phạm vi công việc;
- Sự cần thiết và khả năng cơ giới hóa các công việc sử dụng nhiều lao động, loại bỏ lao động chân tay;
- Sự phù hợp của việc bố trí thiết bị hiện có với yêu cầu tổ chức lao động một cách khoa học;
- Yêu cầu về trạng thái thông gió, chiếu sáng, thiết bị chữa cháy;
- Có sẵn các tài liệu cần thiết (bản đồ công nghệ, v.v.).
Ural-4320 - xe tải xuyên quốc gia đôicho mục đích chung với công thức bánh xe 6 CH6, được sản xuất tại Nhà máy ô tô Ural ở Miass (Nga), sử dụng cho các lực lượng vũ trang trong dòng xe quân đội thống nhất Susha cho đến năm 1998.
Ural-4320 được thiết kế để vận chuyển hàng hóa, người và xe kéo trên mọi loại đường. Nó có những lợi thế đáng kể so với các loại xe tương tự: nó dễ dàng vượt qua các khu vực đầm lầy, ngã ba lên đến 1,5 m, rãnh lên đến 2 m, rãnh, dốc lên đến 60 ‰. Năm 1986, hơn một triệu xe tải đã được sản xuất. Đến nay, Ural được sản xuất với động cơ diesel 230/300 mã lực (Euro-2).
Ban đầu, Ural-4320 được trang bị động cơ KamAZ-740, nhưng do hỏa hoạn tại nhà máy động cơ KamAZ vào năm 1993, việc cung cấp động cơ này đã bị ngừng, và các động cơ YaMZ-236 và YaMZ-238 của Nhà máy động cơ Yaroslavl bắt đầu được đưa vào sử dụng. Ban đầu, những sửa đổi đối với động cơ YaMZ-238 khác với khoang động cơ dài hơn, và những chiếc xe sử dụng động cơ YaMZ-236 vẫn giữ nguyên khoang động cơ như những chiếc xe có động cơ KAMAZ-740 (sự khác biệt ở những chiếc xe có động cơ YaMZ-236 lọc gió trên cánh phải). Kể từ giữa những năm 2000, tất cả các xe ô tô, bất kể kiểu động cơ, đều được sản xuất với khoang động cơ mở rộng.
Kể từ giữa những năm 1990, một tấm chắn rộng với đèn pha đã xuất hiện trên Ural-4320 và Ural-5557, và các chốt nhựa xuất hiện ở cánh, ở các điểm gắn đèn pha cũ. Tuy nhiên, dành riêng cho nhu cầu của Bộ Quốc phòng, theo đơn đặt hàng đặc biệt, những chiếc ô tô có cản hẹp và đèn pha trong cánh vẫn được cung cấp [khi nào?]
Kể từ năm 2009, một chiếc ca-bin mới với phần trước bằng sợi thủy tinh đã được lắp đặt trên những chiếc xe cùng dòng.
12-14 tấn với lốp bản rộng thấp có điều chỉnh độ lạm phát bánh xe, giúp tăng đáng kể khả năng vượt địa hình của xe;
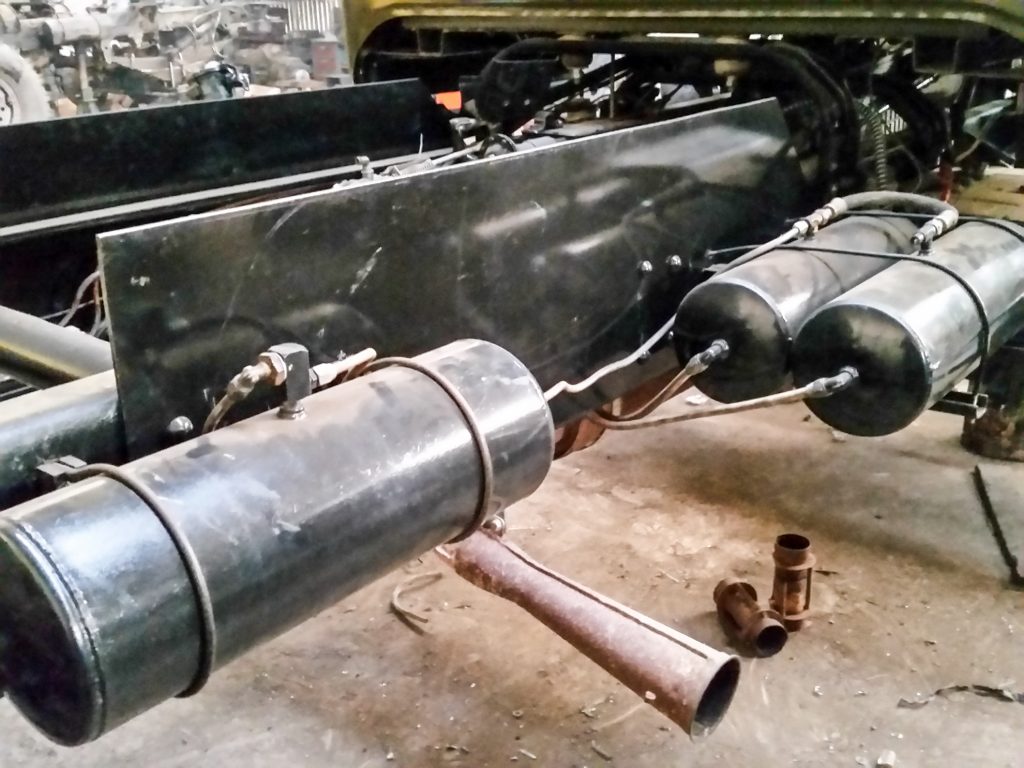
Công trình được thực hiện trên cơ sở TPK "Ural-MAIR" LLC ở Miass. Công ty đang tham gia vào các công việc sau đây để cải tiến và tối ưu hóa chiếc xe Ural.
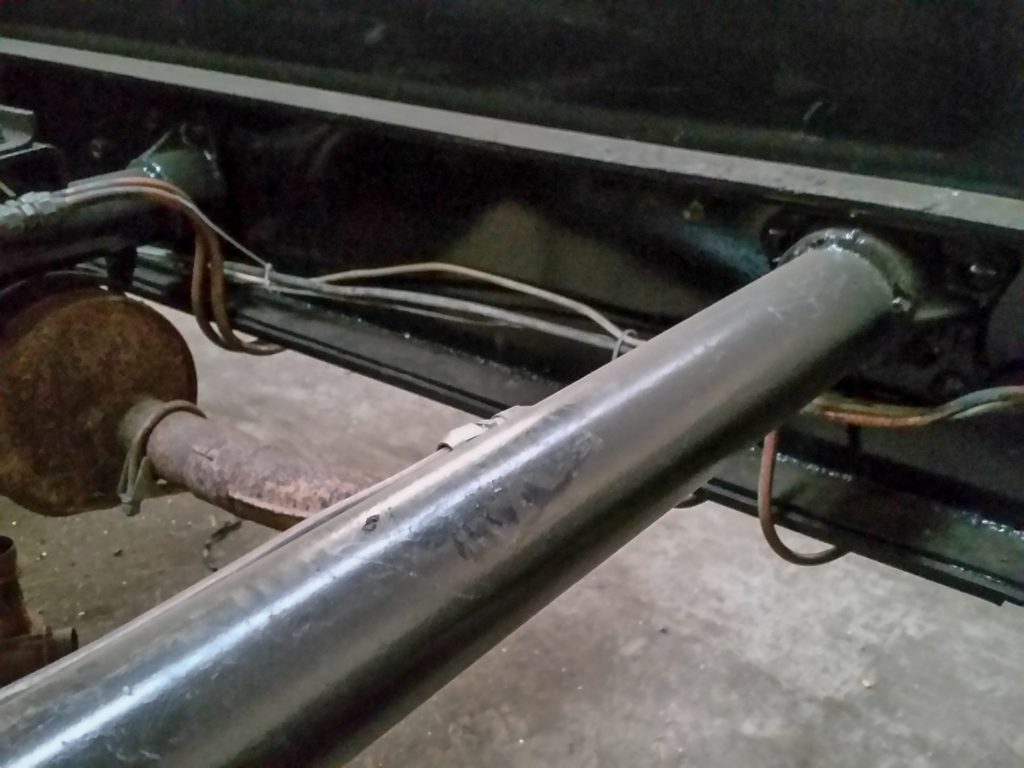
- bộ giảm thanh chuyển tiếp;
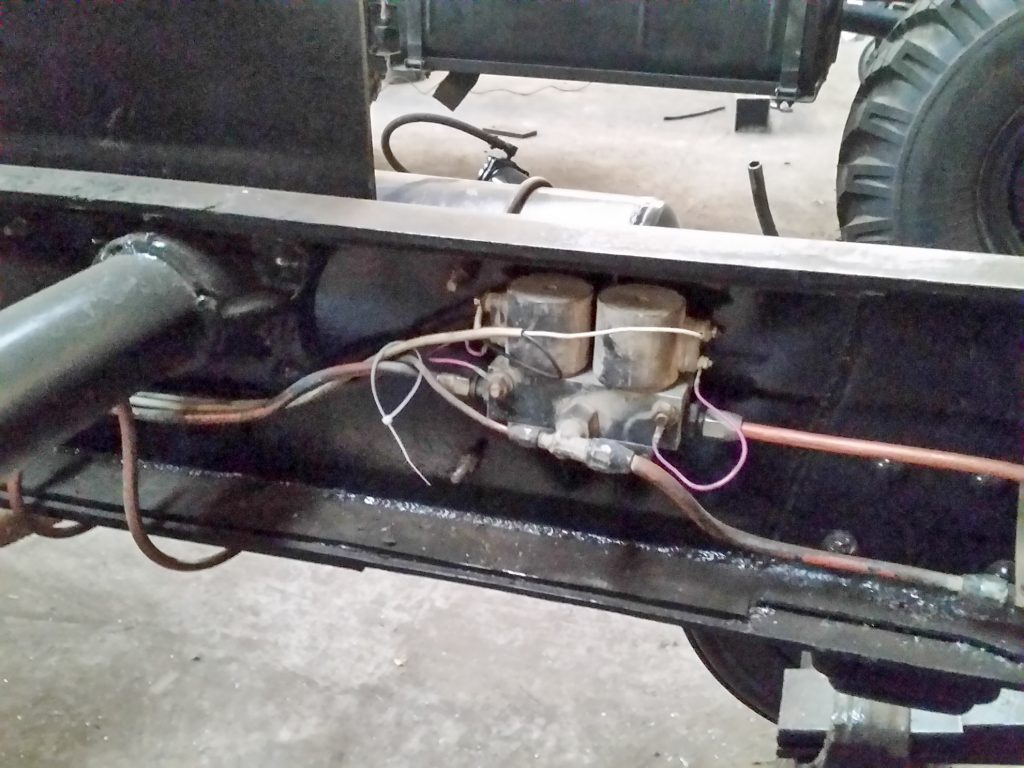
- che chắn dây dẫn điện;
- gia cố thành bình xăng của ô tô bảo vệ bên hông và bên dưới;
- cài đặt đèn hiệu nhấp nháy trên máy.
- Ổ cắm khởi động bên ngoài;
- OV-95;
- OV-65;
- phẳng 3,5 kW;
- O-31 (5 kw);
- lắp đặt một bộ gia nhiệt điện từ 220 volt.
- lắp đặt dưới chỗ ngồi của thiết bị khung đặc biệt;
- sưởi ấm của đường nhiên liệu;
- cung cấp nhiệt cho các bộ lọc gia nhiệt FTO, FGO;
- pin cách nhiệt và sưởi ấm;
- sưởi ấm tất cả các ghế trong xe;
- gương nóng;
- loại bỏ hệ thống giảm thanh,
- cách nhiệt của cabin bằng penofol;
- lắp kính hai lớp của cabin;
- cách nhiệt nội thất / cabin bằng nỉ;
- bán áo bọc ghế cách nhiệt.
- lắp đặt thiết bị chạy ngầm phía sau;
- tháo bộ giảm thanh lên;
- cách nhiệt khoang / cabin bằng túi ngủ xốp;
- sưởi ấm của lượng nhiên liệu;
- lắp đặt hệ thống rãnh phía dưới;
- tinh chỉnh, kéo dài và tăng cường sức mạnh của khung;
- lắp thêm một thùng nhiên liệu (200, 300 hoặc 500 lít).
Bạn có thể tìm thấy danh sách đầy đủ các loại cải tiến và giá cả cho chúng trong bảng giá.
-Sửa chữa trục lái URAL-4320.
- Sửa chữa các trường hợp chuyển nhượng.
Ô tô "Ural" (6x6) với động cơ diesel YaMZ-236M2 và YaMZ-
238M2 JSC Avtodiesel, Yaroslavl, xe ba bánh bằng kim loại,
nằm phía sau động cơ, được thiết kế để vận chuyển hàng hóa, con người và
kéo sơ mi rơ mooc trên mọi loại đường và địa hình. Các mô hình cơ bản
là xe đa dụng Ural-4320-10 (Hình 1) và Ural-
4320-31 (Hình 2), được tạo ra bằng cách nâng cấp ô tô Ural-4320, trong đó các dấu gạch nối
- 10 và 31 (30) hiển thị kiểu động cơ (YaMZ-236M2 hoặc YaMZ-238M2
tương ứng) được lắp trên xe.
Xe Ural-4320-10 và Ural-4320-31 đáp ứng các yêu cầu của TU
37.165.223-93 “Xe đa dụng Ural-4320-10 và
sửa đổi ”, TU 37.165.246-94“ Xe đa dụng Ural-4320-31
mục đích và các sửa đổi của nó.
Nguồn lực trước khi đại tu đầu tiên theo loại điều kiện đầu tiên
hoạt động theo “Quy định về bảo trì và
sửa chữa đầu máy vận tải đường bộ ”tuân thủ
của tất cả các quy tắc được chỉ định trong hướng dẫn sử dụng không được nhỏ hơn:
- cho ô tô Ural-4320-10, Ural-4320-31 và các sửa đổi của chúng
- cho xe Ural-44202-0311-31 - 200.000 km.
Trong thời gian quy định, được phép thay thế các linh kiện và cụm,
đã vượt qua quãng đường đã thiết lập, cũng như các sản phẩm đã mua, tài nguyên của nó,
được thiết lập bởi tài liệu kỹ thuật của các doanh nghiệp nhà cung cấp và
tiêu chuẩn, ít tài nguyên phương tiện hơn.
Tuổi thọ sản phẩm - 10 năm, không ít hơn.
Xe Ural được thiết kế để hoạt động ở nhiệt độ
không khí xung quanh trong phạm vi từ cộng 50 đến âm 45 ° С (ngắn hạn
Trên cơ sở xe Ural-4320-31 và Ural-4320-10 được sản xuất
- ô tô Ural-43202-0351-31 mục đích vận chuyển chung với
- xe đầu kéo Ural-4420-10 và Ural-4420-31 được thiết kế cho
kéo sơ mi rơ moóc chuyên dùng trên mọi loại đường, địa hình;
- xe đầu kéo Ural-44202-0311-31 được thiết kế để kéo
sơ mi rơ moóc trên các loại đường;
- xe đầu kéo Ural-44202-0612-30 được thiết kế để kéo
sơ mi rơ moóc trên sân bay và khu vực bằng phẳng;
- Xe Ural-4320-0911-30 có đế tăng được thiết kế để
vận chuyển hàng hóa và người trên mọi loại đường và địa hình;
- ô tô Ural-4320-0611-10 và Ural-4320-0611-31 bằng gỗ
nền tảng và mái hiên được thiết kế để vận chuyển hàng hóa.
1.Làm quen với doanh nghiệp. (Doanh nghiệp đơn vị Nhà nước Liên bang của Bộ Quốc phòng Liên bang Nga. Veliky Novgorod. Giải quyết Pankovka) Đã vượt qua một cuộc họp tóm tắt về an toàn (Phụ lục 1). Đã được xác định trong sửa chữa ô tô Ural.
Sửa chữa trục truyền động URAL-4320,
Trục dẫn động của xe kiểu xuyên thấu, có bố trí phía trên
Bánh răng chính của cầu là đôi, bao gồm một cặp bánh răng côn 1 và
14 (Hình 39) với răng xoắn và cặp bánh răng trụ 4 và 32 với răng xiên. Một vi sai côn đối xứng với bốn vệ tinh được bắt vít vào bánh răng dẫn động.
Tùy theo yêu cầu kỹ thuật đối với xe mà các bánh răng chính
có tỷ số truyền là 7,32; 6,7; 8,9 và 8,05
1 bánh răng dẫn động côn; 2,23-ổ lăn hình trụ; 3-
hộp số chính; 4-bánh răng trụ dẫn; 5-ly bi;
6-ổ lăn hình nón; 7,8,12-chêm điều chỉnh; 9 nắp
cốc vòng bi; 10-mặt bích của ổ trục giữa; 11-vòng bít; 13 ly
ổ trục của bánh răng côn dẫn; 14-bánh răng côn truyền động; 15-
người xả hơi; 16-bánh răng truyền động trục; 17-vòng đệm; 18-bích dẫn động cầu sau;
19 đai ốc mặt bích; 20-nắp ổ trục sau; 21-ống lót đệm lót; 22-nắp
ổ trục trước; 24-vòng đệm điều chỉnh; 25-đai ốc; Máy giặt 26 khóa; 27-
khóa máy; 28-khóa hạt dẻ; 29-bánh răng bán trục; 30-vệ tinh vi sai;
31- vi sai chéo; 32-bánh răng trụ dẫn động; 33-máy giặt
hỗ trợ; 34-nắp ổ trục vi sai; 35-tấm khóa; 36-tấm
Chìa khóa; 37-đai ốc điều chỉnh ổ trục vi sai; 38 ly
vi sai; 39-cacte nắp; I-cho cầu trước; II - cho cầu sau.
Bánh răng chính của trục trước và trục sau khác với bánh răng chính
truyền động của trục giữa với các mặt bích dẫn động.
Cầu dẫn giữa (sau) (Hình 4):
1-còng cấp khí; 2-bánh trụ; 3-phanh tang trống; 4-trục;
5-giá đỡ lò xo; 6-cacte nắp; 7,9-vòng đệm; 8-bánh răng chính;
10-cầu nối; 11-nút xả; 12-phích cắm điều khiển; 13-trục nhà ở.
Cầu trước ô tô dẫn đầu, được kiểm soát. Mô-men xoắn
mômen đến các bánh xe phía trước được truyền qua trục trục và các khớp vận tốc không đổi.
Sự truyền động đến các bánh lái của trục dẫn động cầu trước (Hình 5):
1-ống cấp khí; Máy giặt 2 khóa; Máy giặt 3 khóa; 4-dây khóa;
5-đai ốc ổ trục; 6 pin; 7-góc cấp khí; 8 nắp
bánh xe trung tâm; 9-trục ngoài; 10-chặn còng; 11,17,19-vòng đệm
niêm phong; 12-ổ trục; 13-trung tâm; 14-xi lanh phanh bánh xe; 15-
phanh tang trống; 16-kẹp phanh; 18-ổ bi; 20-trục trong;
21-trục vỏ; 22-khớp đốt ngón tay; 23-đĩa bản lề; 24-chạc ngoài
trục trục; 25-kẹp tóc; 26-gương phản xạ; 27-vòng bít.
.Khi sửa chữa trục truyền động dầu được áp dụng
theo bản đồ của chất bôi trơn và chất lỏng làm việc và tiếp tục duy trì mức độ yêu cầu của chúng trong các cacte. Để thay dầu mỡ trong bản lề của trục cầu trước, hãy tháo bánh xe, trống phanh với trục, thước cặp, trục sơm. Chúng tôi loại bỏ dầu mỡ và rửa các bộ phận của bản lề với vận tốc góc bằng nhau.
Nếu cần phải tháo khớp bi khỏi vỏ trục trước
sử dụng bu lông bộ kéo. Để làm điều này, chúng tôi lắp chúng vào các lỗ ren của mặt bích của khớp bi và quấn đều chúng, chúng tôi tháo phần đuôi của khớp bi khỏi khớp với vỏ trục.
Khớp CV (Hình 6):
1-chạc ba; 2-nắm tay; 3-đĩa; 4 trục trong.
Điều chỉnh bánh răng chính theo trình tự sau:
1. Lắp bánh răng chính vào bộ gá, tháo bộ vi sai
và mặt bích. Loại bỏ bu lông bắt chặt kính bạc đạn của bánh răng côn. Tháo trục bánh răng bằng cốc và bánh răng. Lắp bánh răng truyền động vào ổ trục, giữ bằng bánh răng. Nới lỏng các vít đang giữ nắp và tháo nó ra. Nới lỏng khóa và tháo nó ra. Tháo khóa và khóa máy giặt. Siết đai ốc với mômen xoắn 450-500 N.m (45-50 kgf.m).
Cài đặt một công cụ chỉ báo và xác định khoảng trống trong phụ
gai. Nếu không có khe hở sau khi siết chặt các đai ốc, hãy điều chỉnh
vòng bi cốc không cần thiết.
Tính độ giảm độ dày của miếng chêm 24
(xem hình 3) (giá trị khe hở cộng với tải trước 0,03-0,05 mm).
Nới lỏng đai ốc, tháo vòng bi và điều chỉnh vòng đệm. Mài (hoặc ghép) vòng đệm theo kích thước yêu cầu, lắp đặt vòng đệm và lắp ráp cụm ổ trục bánh răng côn truyền động. Mômen siết của đai ốc là 450-500 N.m (45-50 kgf.m). Khóa dây tóc bằng cách uốn cong máy giặt trên một trong các mặt. Mômen xoắn cần thiết để quay bánh răng côn truyền động trong các ổ trục phải là 0,6-1,4 N.m (0,06-0,14 kgf.m). lực kế
khi rút dây ra khỏi bề mặt kính - 7,5-17,5 N (0,75-1,75 kgf) (Hình 7)
vòng bi của hình nón hàng đầu
2. Điều chỉnh tải trước của ổ trục
bánh răng trụ. Điều chỉnh các ổ trục bằng cách chọn một gói miếng đệm 8 (xem Hình 3) dưới nắp 9 của kính 5. Mômen xoắn cần thiết để quay trục trung gian phải là 0,9-1,5 N.m (0,09-0,15 kgf.m).
3. Lắp cốc có bánh răng côn truyền động vào cacte
truyền tải. Vặn chặt bu lông buộc kính với mômen xoắn 60-80 N (6-8 kgf).
Kiểm tra sự ăn khớp của các bánh răng côn trên lớp sơn. Chiều dài
Dấu ấn phải có ít nhất 60% chiều dài của răng.
4. Lắp đặt bộ vi sai và điều chỉnh các ổ trục vi sai
vi sai. Siết chặt các bu lông của nắp ổ trục vi sai với mômen xoắn 250-320 N.m (25-32 kgf.m). Điều chỉnh ổ trục vi sai bằng đai ốc 37 (xem Hình 3). Sau khi siết chặt các đai ốc, khoảng cách giữa các nắp ổ trục vi sai phải tăng thêm 0,04-0,14 mm. Xoay bộ vi sai trong quá trình điều chỉnh để lắp các con lăn vào ổ trục. Núm của bánh răng dẫn động phải được đặt đối xứng với núm của bánh răng dẫn động.
Tiếp theo, sau khi sửa chữa cây cầu, chúng tôi lắp đặt nó trên một giá đỡ thử nghiệm (giá đỡ được phát triển tại cùng một nhà máy)
Hộp số ba cấp, cơ khí, ba trục, ba cấp với hai bộ đồng bộ kiểu quán tính được lắp trên xe URAL 4320. Chuyển số lùi đầu tiên được thực hiện bằng ly hợp bánh răng. Điều khiển hộp là cơ khí với một đòn bẩy.
Bảo dưỡng và sửa chữa hộp số. Bao gồm điều chỉnh và bôi trơn các ổ chuyển số, thay dầu và kiểm tra mức của nó trong cacte, kiểm tra độ kín của bộ truyền động khí nén, thay thế các bộ đồng bộ và bánh răng bị mòn.
8,5 lít dầu được đổ vào ô tô URAL 4320. Nên đổ xăng bằng dầu hộp số ô tô Tsp-15k.
Hộp được thử nghiệm trên chân đế. (Chân đế được phát triển tại cùng một nhà máy.)
3. Chuyển trường hợp sửa chữa.
Hộp chuyển (Hình 8) cơ học, hai giai đoạn, không đối xứng
| Video (bấm để phát). |
vi sai trung tâm hệ mét, gắn trên khung xe trên bốn miếng đệm cao su. Vi sai kiểu hành tinh với bốn vệ tinh, bánh răng mặt trời 30 và bánh răng vương miện 29. Mô men từ bánh răng mặt trời 30 được truyền đến trục dẫn động cầu trước 35, và từ bánh răng 29 đến trục dẫn động cầu sau 21.














