Chi tiết: tự sửa chữa ly hợp ZIL 130 từ một chuyên gia thực sự cho trang web my.housecope.com.
PHỤ TÙNG VÀ CÁC BỘ PHẬN LẮP RÁP
THIẾT BỊ ĐẶC BIỆT DỰA TRÊN URAL, MAZ, KAMAZ ____________________
Giỏ ly hợp ZIL-130
Đĩa (rổ) áp suất của ly hợp ZIL-130 được làm bằng gang xám SCH 18-36 (GOST 1412-54). Nếu có các vết nứt trên bề mặt, cũng như nếu độ dày thân đĩa nhỏ hơn 24,7 mm, được đo bằng trục lắp của các đĩa lò xo ghép nối, thì đĩa áp suất ly hợp bị loại bỏ.
Nếu ren M8 X 1.25 mm bị hỏng hoặc bị đứt, tối đa hai ren, đĩa áp suất ly hợp được đặt trong một cơ cấu ngược lại, cố định và ren được dẫn động qua bốn lỗ bằng vòi.
Tập tin làm sạch các vết nứt và gờ trên bề mặt được xử lý. Trong trường hợp cong vênh lớn hơn kích thước có thể chấp nhận được, đĩa áp suất được lắp trên vòng đệm nằm trên bàn ép với mặt phẳng tiếp xúc với đĩa được điều khiển hướng xuống và sửa chữa. Độ chính xác của việc chỉnh sửa được kiểm tra bằng thước và đầu dò.
Giá trị sợi dọc tối đa của giỏ ly hợp ZIL-130 không được lớn hơn 0,15 mm. Các chấn động trên mặt phẳng tiếp xúc với đĩa dẫn động được loại bỏ bằng cách mài.
Khi các lỗ cho các ngón tay của đòn bẩy bị mòn, các giỏ ly hợp được cố định trong một tấm che băng và các lỗ mòn được doa thành đường kính 8,4 + 0,058 mm, tương ứng với kích thước sửa chữa đầu tiên. Các lỗ kích thước sửa chữa được đánh dấu bằng sơn.
Rãnh mòn của đòn bẩy ly hợp ZIL-130 được hàn với kích thước ít nhất là 9,0 mm giữa các vấu và sau đó, khi cố định bộ phận, rãnh sẽ được mài ở những vị trí hàn. Các lỗ khoan trên tai được mở rộng với đường kính 8,2 + 0,058 mm.
Việc kiểm soát hoạt động được thực hiện là kiểm tra sự thẳng hàng của lỗ trên tai bằng một thiết bị chỉ thị. Độ không vuông góc của trục lỗ với mặt phẳng bên trong của rãnh không được lớn hơn 0,3 mm trên chiều dài 100 mm của ngón tay đưa vào lỗ.
| Video (bấm để phát). |
Vỏ của giỏ ly hợp ZIL-130 được làm bằng thép 08 dày 5 mm. Chi tiết bị loại nếu có nhiều hơn ba vết nứt với chiều dài hơn 50 mm. Khi có các vết lõm trên bề mặt và các mặt phẳng liền kề, nắp ly hợp được lắp trên ma trận khuôn và được sửa chữa dưới áp lực.
Chất lượng của hoạt động được thực hiện được kiểm tra bằng cách kiểm tra bên ngoài và bằng cách xác định mức độ cong vênh của vỏ, được kiểm tra trên tấm điều khiển bằng đầu dò. Độ phẳng của mặt cuối của bộ phận gắn vào bánh đà không được lớn hơn 0,5 mm.
Khi ren M8 bị đứt hoặc mòn, không quá hai ren, nắp giỏ ly hợp ZIL-130 được lắp trên giá đỡ, ren được dẫn qua tám lỗ bằng vòi và các rãnh và gờ trên bề mặt của chi tiết được được làm sạch bằng một tệp.
Nếu ren M8 bị đứt hoặc mòn quá hai ren, nắp ly hợp được lắp và cố định trên bàn máy khoan và khoan các lỗ ren có đường kính 12 mm.
Sau khi lắp bộ phận trên tấm hàn, các lỗ đã khoan được hàn bằng khí hàn. Sau khi làm sạch lớp lắng đọng bằng kim loại cơ bản, hãy kiểm tra độ không bằng phẳng của mặt cuối của bộ phận gắn vỏ với bánh đà và nếu cần, hãy sửa lại vỏ theo cách đã mô tả ở trên.
Các lỗ mòn để gắn chặt vỏ của giỏ ly hợp ZIL-130 vào bánh đà, đối với ống lót và đai ốc, được sửa chữa theo cách tương tự. Chúng được khoan, hàn, kiểm tra mức độ cong vênh của vỏ sau khi hàn và nếu cần sẽ khắc phục.
Hoạt động cuối cùng là khoan lỗ có kích thước danh nghĩa. Các lỗ để gắn chặt vỏ với bánh đà được khoan đến đường kính 9,8 mm và triển khai.
Khi các đinh tán để gắn chặt các tấm được nới lỏng, vỏ được lắp vào các thiết bị cố định dưới áp lực và các đinh tán được uốn. Khi đinh tán của tấm buộc tấm bị rách hoặc tấm bị xé ra, các bộ phận bị lỗi sẽ được thay thế.
Đĩa ly hợp dẫn động ZIL-130
Đĩa ly hợp ZIL-130 được làm bằng thép 50 và được phủ phốt-phát. Độ cứng của đĩa là HRC 35-40. Trung tâm đĩa dẫn động được làm bằng thép 40X, được phốt phát hóa và thụ động hóa trong dung dịch đỉnh crom. Đĩa ly hợp dẫn động được tháo rời ở chân đế.
Khi các đĩa của bộ giảm chấn ma sát bị mòn quá kích thước cho phép, đĩa dẫn động được lắp và cố định trên bàn máy khoan và dùng mũi khoan 0,10 mm mài một góc 90 °, các đầu của đinh tán sẽ bị cắt ra. đến mức của kim loại cơ bản, các đinh tán được loại bỏ, các tấm giảm chấn bị mòn được loại bỏ và sau đó được lắp đặt các tấm mới.
Trước khi tán các lớp lót ma sát, đĩa ly hợp ZIL-130 được sửa lại, trước đó đã làm sạch các rãnh và gờ trên trục. Việc kiểm soát hoạt động được thực hiện là kiểm tra mức độ cong vênh của đĩa trên đĩa bằng cách sử dụng một đầu dò.
Các lớp lót ma sát của đĩa ly hợp được tán đinh dưới áp lực bằng cách sử dụng một khuôn. Sau khi tán các tấm lót ma sát, kiểm tra mức độ cong vênh của đĩa và lượng ruôt bằng thiết bị chỉ thị.
Độ cong vênh không được vượt quá 0,3 mm và độ cong vênh không được quá 0,8 mm. Nếu cần, đĩa dẫn động ly hợp ZIL-130 được sửa dọc theo các nan trên đĩa và kiểm tra sự mất cân bằng so với bề mặt bên của rãnh.
Độ mất cân bằng cho phép không được vượt quá 25 Gcm. Sự mất cân bằng lớn hơn 25 Gcm được loại bỏ bằng cách lắp đặt các quả nặng, được cố định bằng cách uốn cong ăng ten của đĩa truyền động ly hợp. Khi tác dụng mômen uốn 45 kGm lên moay ơ, góc quay của moay ơ không được vượt quá 1 ° 30’ — 2 °.
Mômen ma sát của chất hấp thụ phải nằm trong khoảng 1–4 kGm. Bộ hấp thụ được kiểm tra bằng cách xoay trục so với đĩa cố định trong một thiết bị không bao gồm tải hướng tâm.
Vỏ ly hợp ZIL-130
Vỏ ly hợp ZIL-130 được làm bằng gang xám Sch 15-32. Nếu có các vết nứt dài hơn 150 mm, xuyên qua lỗ của ổ trục đầu vào và bộ phận làm cứng, cũng như lỗ để gắn vỏ ly hợp với khối xi lanh, thì vỏ ly hợp bị loại bỏ.
Vỏ ly hợp động cơ không thể hoán đổi với khối xi lanh, vì trong quá trình sản xuất của chúng, các bề mặt định tâm cuối cùng được xử lý để lắp ráp với khối xi lanh.
Việc tháo lắp cụm này là cần thiết vì những lý do sau: khối xi lanh và vỏ ly hợp ZIL-130 có các yếu tố phức tạp sửa chữa khác nhau; những chi tiết này không bằng nhau; cacte và khối xi lanh phải được rửa sạch và đào thải riêng biệt.
Để ngăn việc tháo rời cụm và đảm bảo sự ăn khớp của trục khuỷu động cơ và trục đầu vào hộp số với chương trình sản xuất nhỏ, các cụm này được đánh dấu.
Khi một bu lông bị hỏng trong lỗ ren, vỏ ly hợp ZIL-130 được lắp đặt trên bàn làm việc để bàn, tâm của bu lông bị hỏng được đục lỗ và khoan một lỗ mù với độ sâu 8 - 10 mm. Sau đó, một trục gá vuông được dẫn động vào lỗ khoan của bu lông và phần bị hỏng của bu lông được tháo ra khỏi lỗ ren của vỏ ly hợp.
Thao tác cuối cùng là tạo ren và làm sạch các rãnh và gờ trên tất cả các mặt phẳng đã gia công. Các ống lót bị mòn của trục phuộc nhả ly hợp được ép ra bằng cách sử dụng một trục gá, trước đó đã lắp vỏ ly hợp trên một giá đỡ cố định trên bàn ép.
Sau khi ép các ống lót bị mòn ra, hãy kiểm tra độ mòn của lỗ đối với ống lót của trục phuộc nhả ly hợp. Các lỗ có đường kính hơn 30,05 mm được triển khai theo hàng lên đến 30,2 + 0,045 mm.
Sử dụng trục gá dưới máy ép, các ống lót có kích thước danh nghĩa hoặc kích thước sửa chữa được ép vào lỗ, tùy thuộc vào đường kính của lỗ, sau khi căn chỉnh lỗ trên ống lót với lỗ trong vỏ ly hợp ZIL-130. Ống lót ép được triển khai theo hàng có đường kính lên đến 25 + 0,06 mm.
Sau khi lắp ráp vỏ ly hợp với khối xi lanh, lỗ định tâm của vỏ ly hợp được khoan trong bộ cố định.Lỗ mòn được doa đến đường kính 166 + 0,04 mm trên đường chuyền và rãnh dưới vai được gia công đến độ sâu 2,5 ± 0,1 mm.
Tay áo được ép vào lỗ khoan với sự trợ giúp của trục gá cho đến khi dừng lại. Ống bọc được ép cuối cùng cùng với khối động cơ để đảm bảo sự ăn khớp của các trục của trục khuỷu động cơ và trục vào hộp số.
Cần rổ ly hợp ZIL-130 và phuộc đòn bẩy
Cần gạt của đĩa áp suất (rổ) của ly hợp ZIL-130 được làm bằng thép 35 GOST 1050-60 và xyanua đến độ sâu 0,15-0,3 mm. Độ cứng của đòn bẩy là HRC 56-62. Cần loại bỏ nếu có vết nứt và gãy dài hơn 5 mm trên bề mặt.
Các thông số hình học của bề mặt hình cầu đã gia công của đòn bẩy được xác định bởi hoa văn trong ánh sáng. Nếu lỗ của ổ trục kim bị mòn quá kích thước cho phép thì cần mài rổ ly hợp.
Các đòn bẩy của tấm áp suất, có lỗ cho vòng bi kim quá khổ, được đánh dấu bằng sơn để lắp ráp bằng các ngón tay có đường kính tăng lên trong quá trình lắp ráp.
Phuộc của đòn bẩy ly hợp ZIL-130 được làm bằng thép 45. Phuộc bị loại bỏ khi có vết nứt ở bất kỳ vị trí và tính chất nào, cũng như trong trường hợp gãy vấu buộc của phuộc.
Trong trường hợp có các vết lõm và gờ, phuộc cần nhả ly hợp được kẹp vào một mặt khác bằng bọt biển mềm và các bề mặt được xử lý sẽ được làm sạch bằng giũa. Một sợi đã bị rách hoặc mòn hai sợi được điều khiển bằng vòi.
Khi các lỗ xỏ ngón trên vấu bị mòn, chạc được cố định trong một cơ cấu với hàm mềm và hai lỗ được triển khai thẳng hàng đến đường kính 8,4 + 0,058 mm, tương ứng với kích thước sửa chữa đầu tiên.
Nĩa có lỗ quá khổ được đánh dấu bằng sơn để lấy ngón tay trong quá trình lắp ráp
đường kính mở rộng.
Cụm ly hợp ZIL-130
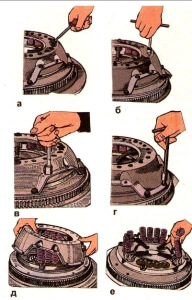
Trước khi lắp ráp, cần phải hoàn thiện các bộ phận ly hợp ZIL-130 theo kích thước của các lỗ trên phuộc và đĩa áp suất cho đường kính chốt và ngón tay Để lắp ráp ly hợp, một đĩa áp suất được lắp trên giá đỡ.
Các kim 19 (Hình 4) của ổ trục kim, trước đó đã được bôi trơn bằng dầu, được lắp vào các lỗ của cần nhả ly hợp cùng với một bi công nghệ có đường kính 8,8 - 9,5 mm, làm bằng cao su mềm chịu dầu. Tương tự, luồn các kim của ổ trục kim vào lỗ thứ hai của đòn bẩy.
Sau đó, lỗ của phuộc đỡ 17 được căn chỉnh với lỗ của cần 18, đồng thời hướng phần nhô hình cầu của đầu bên trong của cần 18 theo một hướng với đầu ren của phuộc. Khi chốt ngắn 16 được lắp vào các lỗ đã căn chỉnh, hạt cao su sẽ được đẩy ra. Ngón tay được đưa vào được ghim.
Cơm. 4. Bộ phận lắp ráp ly hợp ZIL-130
1 - đĩa áp suất (rổ); 2 - đĩa dẫn động; 3 - lớp lót ma sát; 4 - một lò xo của một khớp nối đàn hồi của một van điều tiết; 5— tấm đế lò xo; 6— bộ giảm chấn ma sát tấm thép; 7 - van điều tiết ma sát đĩa; 8— bộ làm lệch hướng dầu; 9 - trung tâm; 10 - vòng đệm cách nhiệt; 11 - lò xo áp suất; 12 - bu lông tấm áp lực; 13 - tấm áp suất; 14 - đai ốc điều chỉnh; 15 - nắp ly hợp; 16 và 20 - ngón tay nĩa và cần gạt; 17 - phuộc đỡ; 18 - cần nhả ly hợp; 19 - kim của ổ trục kim; 20 - ngón tay
Trong trường hợp không có bi cao su, các kim ổ lăn được lắp ráp bằng một lớp mỡ bôi lên bề mặt của các lỗ. Các con lăn được đặt vào lỗ thứ hai sau khi lắp ráp đòn bẩy với phuộc. Để lắp cần số 18 (Hình 4) để tắt ly hợp trong rãnh của giá đỡ đĩa áp suất, các lỗ trên cần gạt và giá đỡ được kết hợp với nhau.
Sau khi cắm một ngón tay dài 20 vào các lỗ đã căn chỉnh, quả bóng cao su công nghệ sẽ được đẩy ra và ngón tay 20. Được lắp lại. Phần còn lại của các đòn bẩy được lắp theo cùng một cách.
Sau đó, vòng đệm cách nhiệt 10 và lò xo áp suất 11 được lắp trên gờ của giỏ ly hợp ZIL-130. Vỏ ly hợp 15 được áp vào lò xo 11, hướng các đầu ren của đĩa đỡ 17 vào các khe hở của vỏ 15.
Nắp công nghệ được đặt trên các đầu ren của phuộc đỡ để tránh làm hỏng ren trong các hoạt động lắp ráp tiếp theo. Các trục gá dẫn hướng công nghệ được lắp vào các lỗ mặt bích của vỏ ly hợp và lò xo 11 được nén bằng cách ép vào vỏ ly hợp 15.
Sau khi tháo các trục gá dẫn hướng công nghệ và đã tháo các nắp công nghệ khỏi các đầu ren của dĩa 17, các ống lót được lắp vào các lỗ định hình của các tấm lò xo được ghép nối, các bu lông để buộc các tấm này được vặn vào, được siết chặt bằng một cờ lê lực có momen xoắn 1,0-1,5 kgm. Sau khi siết chặt, tất cả các bu lông được khóa bằng cách uốn vai mỏng của ống lót lên mép của đầu bu lông.
Đai ốc điều chỉnh 14 được vặn vào các đầu ren của phuộc 17 bằng chìa khóa điều chỉnh cho đến khi đầu đai ốc trùng với đầu ren của phuộc 17.
Các tấm kẹp 13 được lắp trên dĩa có đai ốc điều chỉnh, bu lông kẹp 12 được vặn bằng tay, được siết chặt bằng cờ lê ổ cắm cho đến khi tấm 13 dừng trong vỏ 15. Vị trí của các đòn bẩy so với ly hợp ZIL-130 rổ được điều chỉnh bằng cách sử dụng một thiết bị chỉ thị.
Xoay các đai ốc điều chỉnh bằng cờ lê, đặt tất cả các cần gạt ở vị trí sao cho có kích thước 9,7-9,9 mm giữa phần cuối của vỏ và phần cuối của mặt phẳng tấm áp suất, đặt kích thước giữa 39,7-40,7 mm phần cuối của giỏ và phần năm hỗ trợ của đòn bẩy.
Các đầu của các đòn bẩy phải nằm trên cùng một mặt phẳng song song với bề mặt làm việc của đĩa áp lực với độ chính xác đến 0,5 mm.
Sau khi điều chỉnh ly hợp ZIL-130, các bu lông để siết các tấm đỡ được siết chặt bằng cờ lê mô-men xoắn và được quấn bằng dây thép mềm có đường kính 1,0 mm.
Để ngăn việc tháo xoắn tự phát, kết nối ren của đai ốc điều chỉnh được đục lỗ với đầu ren của chạc ba.
Hoạt động cuối cùng là cân bằng tĩnh của cụm đĩa áp suất với vỏ trên thiết bị cân bằng. Với giá trị không cân bằng lớn hơn 50 Gcm, các lỗ được khoan trên các rãnh có độ sâu không quá 23 mm bằng mũi khoan Ø 13,7 mm. Các lỗ gắn được đánh dấu.
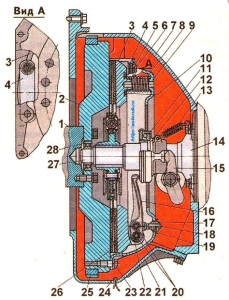
Ly hợp (Hình 35) đĩa đơn khô, được lắp trong một cacte bằng gang 7. Nắp ly hợp 9 được cố định trên bánh đà 2 của trục khuỷu 1 bằng tám bu lông định tâm (đặc biệt) 23. Lực ép ly hợp được tạo bởi mười sáu lò xo được lắp giữa nắp ly hợp 9 và đĩa áp suất 3. Các vòng cách nhiệt được đặt dưới lò xo tính từ mặt bên của đĩa áp suất.
Việc truyền mômen xoắn từ vỏ 9 của ly hợp đến đĩa dẫn động được thực hiện thông qua đĩa áp suất 3 nhờ bốn cặp đĩa lò xo 4.
Thiết bị chuyển mạch bao gồm bốn đòn bẩy 16, được nối bằng ngón 20 với đĩa áp và chạc 18. Con lăn kim 22 được đặt giữa ngón 20 và cần 16.
Vị trí của cần nhả ly hợp 16 được điều chỉnh bằng đai ốc 17, sau khi điều chỉnh, sẽ được đục lỗ.
Trong quá trình vận hành của ô tô, vị trí của các đòn bẩy này không được quy định.
Đĩa dẫn động ly hợp (hình 36) bằng thép, có lót ma sát, có bộ giảm rung xoắn (van điều tiết) loại ma sát (có ma sát khô của thép trên thép). Mối ghép đàn hồi gồm tám lò xo đặt cách đều 2 vòng quanh chu vi.
Đĩa dẫn động được cân bằng. Việc cân bằng được thực hiện bằng cách lắp các tấm cân bằng 10 trên đĩa dẫn động.
Để tháo ly hợp, một ổ đỡ lực đẩy 11 (Hình 35) được sử dụng, gắn trên ly hợp 12 của ổ trục. Bôi trơn được đưa vào ổ trục 11 tại nhà máy và không được bổ sung trong quá trình vận hành và sửa chữa. Trong quá trình sửa chữa ly hợp, ổ trục nên được thay thế bằng một cái mới nếu cần thiết.
Với bộ truyền động ly hợp được điều chỉnh thích hợp, khoảng cách giữa cần 16 và ổ trục nhả ly hợp phải là 3-4 mm.
Để ngắt ly hợp, một bàn đạp chân được sử dụng, được gắn trên một giá đỡ được gắn trên bộ phận bên trái của khung xe. Đầu dưới của bàn đạp được nối bằng một thanh điều chỉnh 5 (Hình 37) với cần 3 của phuộc nhả ly hợp.Hành trình của bàn đạp được giới hạn ở sàn của cabin.
Một ly hợp được điều chỉnh đúng cách sẽ không bị trượt ở vị trí tắt, và khi bạn nhấn bàn đạp, nó sẽ tắt hoàn toàn (nó không được "dẫn"). Hành trình tự do của bàn đạp ly hợp phải là 35-50 mm và hành trình đầy đủ ít nhất là 180 mm.
Khi lớp lót ma sát mòn, hành trình tự do của bàn đạp ly hợp giảm, gây trượt ly hợp. Điều này dẫn đến sự mài mòn nhanh chóng của đĩa dẫn động và ổ trục nhả ly hợp. Trong trường hợp di chuyển tự do quá mức (trên 50 mm), khi bạn nhấn bàn đạp không thành công, ly hợp sẽ không ngắt hoàn toàn. Trong trường hợp này, đĩa dẫn động bị mòn nhanh chóng và khó chuyển số.
Việc chơi tự do bằng bàn đạp phải được điều chỉnh theo thứ tự sau:
1. Điều chỉnh khóa 1.
2. Điều chỉnh hành trình tự do của bàn đạp ly hợp bằng cách xoay đai ốc điều chỉnh hình cầu 2; để giảm độ phát tự do của bàn đạp, cần vặn đai ốc hình cầu vào thanh 5, và để tăng độ phát tự do, nó nên được lăn khỏi thanh.
4. Sau khi điều chỉnh, khởi động động cơ và kiểm tra ly hợp hoạt động bình thường.
Việc chăm sóc bao gồm điều chỉnh bộ truyền động ly hợp, làm sạch nó khỏi bụi bẩn, kịp thời siết chặt tất cả các kết nối được bắt vít, bôi trơn phuộc nhả ly hợp và trục bàn đạp phù hợp với bảng bôi trơn.
Vòng bi phía trước 30 (Hình 35) của trục đầu vào hộp số có nguồn cung cấp chất bôi trơn liên tục, được đưa vào nhà sản xuất vòng bi. Không cần bôi trơn định kỳ trong quá trình hoạt động. Trong quá trình sửa chữa, ổ trục, nếu cần thiết, phải được thay thế bằng ổ trục mới.
Cần theo dõi cẩn thận sự siết chặt của các bu lông giữ chặt vỏ ly hợp với khối xi lanh. Mômen siết của bu lông phải là 8-10 kgf-m (80-100 Nm). Các bu lông phải được siết chặt đồng đều, nhất quán, theo chiều ngang.
Hình ảnh minh họa cho phần 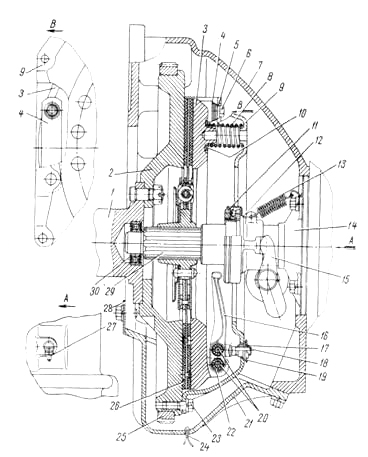
Cơm. 35. Ly hợp
1 - trục khuỷu; 2 - bánh đà; 3 - tấm áp suất; 4 - tấm lò xo; 5 - ống lót của các tấm lò xo; 6 - một bu lông buộc chặt các tấm; 7 - vỏ ly hợp; 8 - lò xo áp suất; 9 - ống chống; 10 - vòng đệm cách nhiệt của lò xo áp suất; 11 - ổ đỡ lực đẩy; 12- khớp nối; 13 - lò xo khớp nối; 14 - ống dẫn hướng; 15 - phuộc nhả ly hợp; 16- cần nhả ly hợp; 17 - đai ốc điều chỉnh phuộc; 18 - ngã ba; 19- tấm đế của đai ốc điều chỉnh; 20- ngón tay; 21 - nắp cacte; 22 - con lăn; 23 - bu lông bắt chặt vỏ của khớp nối với bánh đà, 24 - chốt cotter; 25 - mão bánh đà; 26 - đĩa dẫn động; 27 - bộ lọc dầu để bôi trơn phuộc nhả ly hợp; 28 - tấm chắn; 29 - trục truyền động của hộp giảm tốc; 30 - ổ trục trước của trục truyền động của hộp số 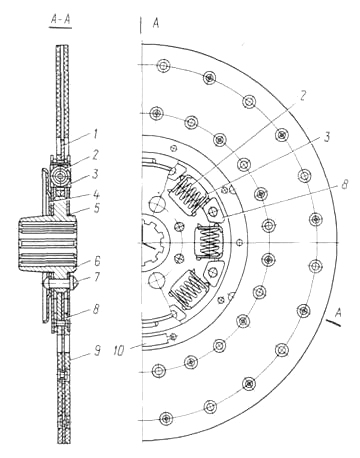
Cơm. 36. Đĩa ly hợp
1 - đĩa dẫn động; 2 - lò xo của bộ giảm chấn dao động xoắn (van điều tiết); 3 - tấm đế; 4 - bộ làm lệch hướng dầu; 5 - đĩa hấp thụ; 6 - một giữa của đĩa dẫn; 7 - đinh tán; 8 - lớp lót ma sát của van điều tiết; 9 - lớp lót ma sát của đĩa dẫn động; 10 - tấm cân bằng 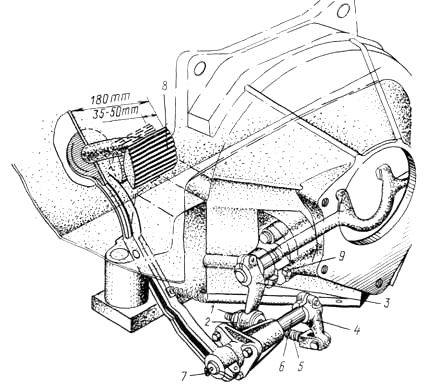
Cơm. 37. Truyền động ly hợp
1-locknut - 2 - đai ốc hình cầu; 3 - đòn bẩy của một ngã ba của khớp nối; 4 - đòn bẩy trung gian; 5 - lực đẩy; 6 - trục bàn đạp; 7 - dầu bôi trơn ống lót trục bàn đạp
8 - bàn đạp; 9 - bộ lọc dầu để bôi trơn các ống lót của phuộc nhả ly hợp
Trước khi tìm hiểu cụ thể về bộ ly hợp Zil 130, tôi muốn nói đôi lời về bản thân chiếc xe. Zil 130 là chiếc xe tải huyền thoại của Liên Xô, đơn giản và không phô trương. Loạt ô tô đầu tiên được sản xuất vào năm 1962, tuy nhiên, ngay cả ngày nay bạn vẫn có thể gặp những công nhân lành nghề này trên đường phố của các thành phố và làng mạc. Họ không ngại đường xấu và nhiên liệu kém chất lượng. Ngoài ra, trên đường cao tốc chúng có thể đạt tốc độ lên đến 100 km / h. Trong số những khuyết điểm của mẫu xe, có lẽ đáng chú ý là mức tiêu hao nhiên liệu cao, có thể lên tới 30 lít / trăm km.
Với sự chăm sóc thích hợp và bảo trì kịp thời, Zil 130 có thể hoạt động mà không gặp vấn đề gì trong nhiều thập kỷ. Có những ví dụ sống động về điều này. Tuy nhiên, điều mong muốn của bất kỳ chủ nhân của chiếc xe tải này là phải thông thạo thiết bị của nó để có thể tự mình thực hiện một số thao tác cần thiết. Ví dụ, bạn cần biết cách điều chỉnh ly hợp Zil 130. Đầu tiên, chúng ta hãy xem nó hoạt động như thế nào.
Bộ ly hợp của xe tải Zil 130 có thể được mô tả như sau:
Nó nằm trong một cacte bằng gang, được gắn với động cơ. Vỏ của nó được gắn vào bánh đà trục khuỷu bằng tám bu lông định tâm. Lực ép được tạo ra bởi mười sáu lò xo được lắp giữa nắp ly hợp và đĩa áp suất của nó. Dưới chúng là các vòng đệm cách nhiệt đặc biệt. Chúng có thể làm giảm sự nóng lên của lò xo. Nhờ có các vòng đệm này, sự mất mát các đặc tính đàn hồi của lò xo do nung nóng được loại trừ. Mômen xoắn được truyền từ vỏ đến đĩa dẫn động nhờ một đĩa áp lực và bốn cặp đĩa lò xo. Cơ cấu nhả ly hợp bao gồm bốn đòn bẩy nối với phuộc và đĩa áp bằng các ngón tay. Các con lăn kim nằm giữa các ngón tay này và mỗi cần gạt. Đai ốc hình cầu được sử dụng làm giá đỡ cho nĩa. Chúng cho phép dĩa dao động khi đĩa áp suất được di chuyển.
Trong ly hợp nhả ly hợp có một ổ trục nhả, không thể tách rời. Do đó, trong quá trình hoạt động, lượng dầu trong ổ trục này không thể được bổ sung. Đĩa ly hợp được làm bằng thép và có các lớp lót ma sát làm bằng kim loại ép thành phần amiăng. Để ngắt ly hợp, một bàn đạp có trục gắn trong giá đỡ được sử dụng. Hành trình của bàn đạp này giới hạn sàn trong cabin của xe tải.
Để ly hợp luôn hoạt động tin cậy, nó cần được điều chỉnh định kỳ. Theo thời gian, chủ sở hữu xe tải Zil 130 phải điều chỉnh hoạt động tự do của bàn đạp ly hợp, cũng như vị trí của cần gạt để tắt bàn đạp ly hợp. Chơi tự do bằng bàn đạp được điều chỉnh bằng một đai ốc điều chỉnh. Khe hở giữa ổ trục nhả và các cần nhả ly hợp phải từ một mm đến ba mm. Trong trường hợp này, tốc độ phát tự do của bàn đạp ly hợp sẽ từ ba mươi lăm đến năm mươi milimét. Việc điều chỉnh như vậy đảm bảo sự ăn khớp và tháo rời hoàn toàn của ly hợp của xe tải Zil 130. Nếu khoảng cách giữa ổ trục nhả và cần nhả nhỏ hơn một mm rưỡi, thì tùy từng thời điểm ổ trục nhả sẽ chạm vào cần nhả. Điều này sẽ đi kèm với sự trượt ly hợp và kết quả là làm tăng độ mài mòn của bản thân ổ trục, cũng như các đòn bẩy nhả và lớp lót ma sát.
Các đòn bẩy nhả ly hợp xe tải được điều chỉnh trong quá trình lắp ráp hoặc sửa chữa ly hợp bằng cách sử dụng đai ốc hình cầu đặc biệt. Cần có sự điều chỉnh như vậy để cho phép đĩa áp suất chuyển động trơn tru, không bị biến dạng trong quá trình ngắt ly hợp. Nếu nó bị bỏ qua, thì đĩa áp suất sẽ di chuyển ra khỏi đĩa dẫn động một cách không đồng đều. Kết quả là, sự mài mòn của toàn bộ cụm máy sẽ tăng lên, dẫn đến việc nó bị hỏng sớm.
Ly hợp của xe tải Zil 130 có thể không tắt hoàn toàn do đĩa dẫn động bị lệch hoặc cong vênh, và cũng có thể nếu có khe hở không đều giữa các đĩa. Thông thường, một sự phiền toái như vậy xảy ra do quá nóng dẫn đến việc trượt kéo dài. Vấn đề này có thể được giải quyết đơn giản bằng cách thay thế các đĩa bị cong vênh. Nếu các lớp lót ma sát bị phá hủy, thì chúng có thể tạo ra một cái chêm giữa ổ đĩa và đĩa dẫn động. Kết quả là, ly hợp sẽ không ngắt hoàn toàn. Nếu điều này xảy ra, bạn nên tháo rời bộ phận lắp ráp và thay đổi các lớp lót ma sát. Khi ly hợp được ngắt, và đĩa áp suất vẫn tiếp tục chạm nhẹ vào đĩa dẫn động, vị trí của các cần nhả phải được điều chỉnh.
Nếu xe khởi động với một chút giật, thì rất có thể, sự cố này liên quan đến việc kẹt ly hợp tắt nằm trên nắp ổ trục đầu vào. Nguyên nhân là do khi người lái nhả bàn đạp ly hợp, ly hợp chuyển động không đều, đầu tiên bị kẹt, sau đó giật mạnh. Ngoài ra, ly hợp có thể bị quay đột ngột do đĩa bị cong vênh. Trong trường hợp này, chúng sẽ cần được thay thế để khắc phục sự cố.
Để xe tải Zil 130 ít khi cần sửa chữa nhất có thể, bạn cần phải vận hành nó tuân thủ một số quy tắc đơn giản. Bạn có thể tiến lên ở cả bánh răng thứ nhất và thứ hai. Bàn đạp ly hợp phải được nhả nhẹ nhàng nhất có thể. Trong khi đỗ xe với động cơ đang hoạt động, không giữ chân của bạn trên bàn đạp. Ngoài ra, không để bàn đạp bị tụt xuống một phần trong khi lái xe. Điều này dẫn đến sự mài mòn sớm và hỏng hóc sớm của toàn bộ cụm máy. Không lái xe hoặc sang số ở tốc độ động cơ cao. Định kỳ, cần phải thực hiện các điều chỉnh được mô tả ở trên. Việc tuân thủ các quy tắc đơn giản này sẽ giúp thiết bị hoạt động lâu nhất có thể, cũng như loại bỏ các sự cố không lường trước được.

Các phần tử ly hợp ZIL-130:
-
đĩa áp suất (giỏ ly hợp)
vòng bi giải phóng ly hợp



Điều chỉnh ly hợp có thể được thực hiện trên đĩa áp suất đã tháo dỡ (ví dụ, sau khi thay đĩa ly hợp, hoặc thay chân đĩa áp suất hoặc ổ trục nhả) hoặc trực tiếp trên ô tô thông qua một cửa sập trên bánh đà. Xem xét phương án tháo lắp hộp số và tất cả các bộ phận ly hợp.

Việc tháo dỡ được thực hiện trên rãnh quan sát bằng cách sử dụng tời đặc biệt để tháo hộp số:
- Sau khi tháo 4 (bốn) đai ốc, hộp số được tháo ra và hạ xuống pallet.
- Bây giờ hãy tháo 8 (tám) bu lông đang giữ chặt tấm áp suất vào bánh đà của động cơ.
- Nhẹ nhàng, giữ đĩa dẫn động (được kẹp giữa bánh đà và rổ), tháo đĩa áp suất.
- Xử lý sự cố của tất cả các bộ phận ly hợp được thực hiện.
- Vòng bi nhả đã được kiểm tra - nó phải xoay dễ dàng, không tạo ra âm thanh bên ngoài.
- Nhìn vào bề mặt làm việc của các chân đĩa áp lực. Xác định độ dày của lớp lót ma sát của đĩa dẫn động.
Khi tất cả các bộ phận đã được phân loại và thay thế bằng những bộ phận mới, cần phải điều chỉnh bốn đòn bẩy của đĩa áp suất, hay gọi một cách đơn giản là "chân" của giỏ ly hợp. Điều này sẽ yêu cầu một tấm phẳng, được sử dụng làm bánh đà dự phòng của động cơ ZIL-130. Nếu không có, bạn cần phải mua nó ở nơi tháo gỡ.
Không tháo đĩa áp suất ly hợp đã lắp ráp (rổ) ra khỏi bánh đà phụ (được sử dụng như một bộ cố định), cần phải điều chỉnh vị trí của các đòn bẩy so với bề mặt làm việc của đĩa áp suất.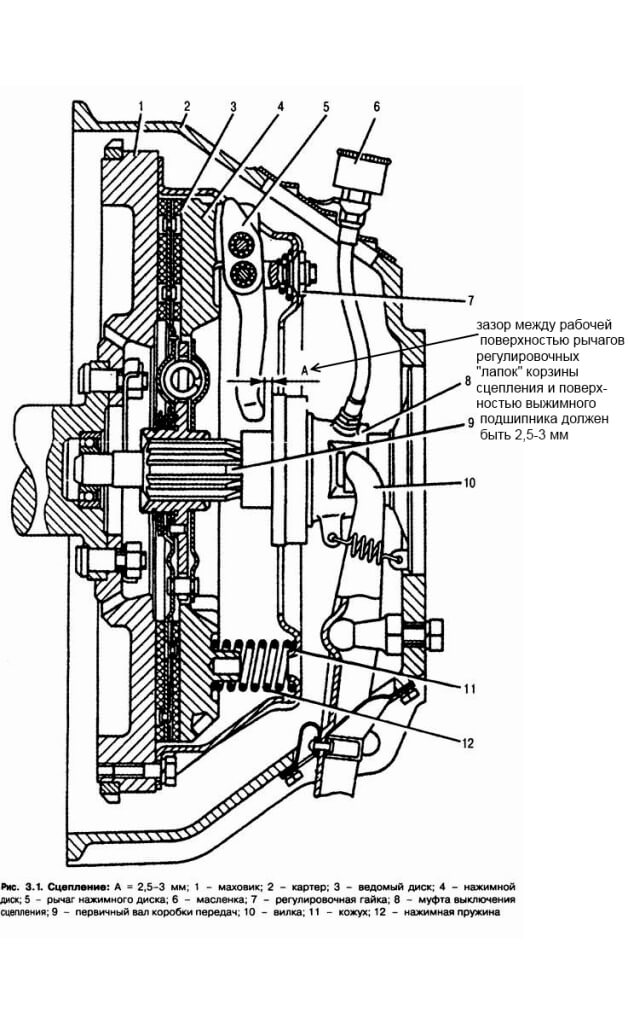
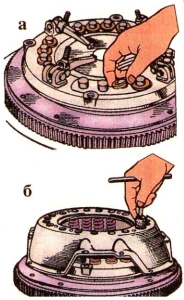
Xoay các đai ốc điều chỉnh bằng cờ lê, đặt tất cả các cần gạt ở vị trí sao cho khoảng cách từ bề mặt làm việc của tấm áp lực đến đỉnh của phần nhô ra hình cầu ở các đầu bên trong của các cần nằm trong khoảng 39,7-40,7 mm. Trong trường hợp này, các đầu của đòn bẩy phải nằm trên cùng một mặt phẳng song song với bề mặt làm việc của tấm áp suất với độ chính xác 0,5 mm, không hơn.
Khi đĩa áp suất ly hợp được lắp ráp trong bộ điều chỉnh, cần kiểm tra cài đặt đòn bẩy bằng cách sử dụng đĩa điều khiển như trong hình. 1b. Trong trường hợp này, các phần nhô ra hình cầu của các đòn bẩy phải chạm vào tấm điều khiển 2 được lắp trên trục của thiết bị 1.
Sau khi điều chỉnh ly hợp xong, cần vặn chặt các bu lông của các tấm đỡ (mômen xiết 1,0-1,5 kgm). Sau đó, bu lông cotter (hình 8) bằng dây thép ủ mềm có đường kính 1 mm.
Căn giữa kết nối có ren của đai ốc điều chỉnh với đầu ren của chốt tại một điểm.
Vặn các bu lông đang giữ chặt vỏ vào bánh đà phụ và tháo cụm tấm áp suất với vỏ.Trong trường hợp này, hãy tháo tất cả các bu lông dần dần và tuần tự để tránh biến dạng nắp ly hợp.
Đây là cách cần điều chỉnh trông giống như hoặc nói một cách đơn giản là chân của tấm áp suất ZIL 130:

Lắp ráp đĩa áp suất (rổ)

Có thể điều chỉnh cần nhả mà không cần tháo giỏ ly hợp ra khỏi bánh đà ô tô.
Khi tháo ly hợp, cần tháo các bu lông bắt chặt hộp số với vỏ ly hợp, ngắt hộp số ra khỏi cacte và tháo nó ra;
- vặn các bu lông đang giữ tấm chắn vỏ ly hợp và tháo nó ra;
- vặn các bu lông đang giữ chặt nắp dưới của vỏ ly hợp và tháo nắp;
- nới lỏng chốt khớp nối của đòn bẩy trên trục phuộc, tháo cần và rút chìa khóa;
- nới lỏng hai bu lông đang giữ chặt mặt bích ống lót và tháo nó ra;
- tháo phuộc nhả ly hợp, sau khi di chuyển sang trái và nghiêng xuống.
Cụm ly hợp với trục khuỷu được cân bằng động tại nhà máy. Để duy trì sự cân bằng, trước khi tháo ly hợp ra khỏi bánh đà, phải đánh dấu trên bánh đà và vỏ đĩa áp suất. Điều này sẽ cho phép bạn cài đặt chúng ở cùng một vị trí trong quá trình lắp ráp, mà không vi phạm sự cân bằng của nhà máy.
Nới lỏng các bu lông đang giữ chặt vỏ tấm áp suất với bánh đà. Tháo các byte, bạn phải quay bánh đà một cách nhất quán. Các bu lông phải được tháo dần dần để tránh biến dạng của ống vách.
Tháo cụm đĩa áp, tháo đĩa ly hợp.
Tháo đĩa áp suất. Trước khi bắt đầu tháo, cần đánh dấu vị trí tương đối của tất cả các bộ phận ly hợp. Để tháo rời đĩa áp, bạn cần sử dụng một bánh đà phụ và một tấm thép dày 9,8 mm. đĩa điều khiển thay thế. Bất kỳ miếng đệm cứng nào có kích thước quy định cũng có thể được sử dụng thay cho đĩa thép. Nếu cần, có thể sử dụng các thiết bị khác nhau có kẹp tác động nhanh để tháo rời tấm áp suất, nhưng với việc bắt buộc phải lắp đặt vỏ tấm áp lực trên tám chốt định tâm hoặc bu lông, sau đó ấn vỏ bằng các chốt của nó.
Để tháo rời đĩa áp ly hợp, cần lắp bánh đà trên bàn làm việc, đặt đĩa thép lên bề mặt làm việc của bánh đà, lắp cụm đĩa áp với vỏ và cố định trên bánh đà bằng bu lông giãn dài định tâm. . Các bu lông phải dài hơn 10-12 mm so với bu lông lắp vỏ bình thường.
Nên tháo rời đĩa áp suất theo trình tự sau. Nới lỏng các bu lông đang giữ các tấm đỡ, tháo chúng và tháo các tấm ra khỏi nắp ly hợp. Vặn các đai ốc điều chỉnh bằng cờ lê đặc biệt.
Vặn các bu lông đang giữ chặt các tấm lò xo được ghép nối và tháo các ống lót dẫn hướng ra khỏi các lỗ định hình của các tấm này. Sau đó, dần dần mở tất cả các bu lông đang cố định vỏ với bánh đà cho đến khi các lò xo áp suất được giải phóng hoàn toàn khỏi lực nén, sau đó tháo hoàn toàn tất cả các bu lông này. Tháo nắp, lò xo áp suất và vòng đệm cách nhiệt.
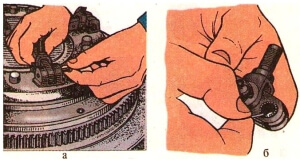
Đánh dấu vị trí của từng cần nhả ly hợp so với đĩa áp suất, mở chốt và tháo các chốt kết nối các đòn bẩy với đĩa áp suất, tháo các cần gạt trong cụm với đĩa hỗ trợ, tháo các trục lăn khỏi ổ cắm của đòn bẩy. Bỏ ghim và tháo các ngón tay nối cần gạt với phuộc hỗ trợ, tháo phuộc khỏi đòn bẩy và tháo con lăn khỏi ổ cắm của cần gạt. Tháo tấm áp ra khỏi bánh đà phụ.
Trong trường hợp không có thêm bu lông kéo dài, tấm áp lực có thể được tháo rời theo cách sau.
Lắp cụm đĩa áp lực lên bánh đà bằng tấm phụ thép dày 9,8 mm. và cố định bằng vít bình thường.
Nới và tháo các bu lông đang giữ chặt các tấm đỡ, tháo các tấm ra khỏi vỏ. Nới lỏng các bu lông của các tấm lò xo đã ghép nối và tháo các ống lót dẫn hướng khỏi các lỗ định hình của tấm.Tháo các đai ốc điều chỉnh trước và để chúng trên dĩa (xấp xỉ bằng một nửa chiều cao của phần có ren của đai ốc); sau đó tháo tất cả các bu lông bình thường đang giữ chặt vỏ ly hợp với bánh đà, sau đó, ấn vỏ ly hợp bằng tay, tháo các đai ốc điều chỉnh cuối cùng, xoay chúng từng cặp từ hai phía đối diện của vỏ cho đến khi lò xo được giải phóng hoàn toàn khỏi lực nén. Sau đó, tháo: nắp ly hợp, lò xo áp suất, vòng đệm cách nhiệt, cần nhả ly hợp và đĩa áp ra khỏi bánh đà.
Sau khi tháo ly hợp, cần phải rửa các bộ phận trong dung dịch tẩy dầu mỡ, kiểm tra tính phù hợp của chúng và nếu cần thiết, thay thế các bộ phận mới không sử dụng được.
Trong bài viết này, chúng tôi sẽ xem xét những chi tiết chính là gì ly hợp ZIL 130 và cách điều chỉnh "chân rổ".
Người lái xe và thợ thủ công gọi nhau là gì "cái rổ" có tên kỹ thuật chính thức - đĩa áp suất ổ đĩa. Nó được thiết kế để truyền mô-men xoắn từ bánh đà động cơ tới bắt dĩa. Đối với hoạt động của đĩa áp suất, rổ được trang bị một vỏ bằng gang, qua đó toàn bộ cơ cấu được bắt vít vào bánh đà.
Mười sáu lò xo nằm dưới vỏ. Những nỗ lực của họ gây áp lực. Để ngắt ly hợp, đĩa áp suất có bốn đòn bẩy có thể thu vào (trong thuật ngữ "bàn chân").
Một đĩa thép có lót ma sát ở cả hai mặt (trong biệt ngữ "feredo" của từ ferodo, biểu thị vật liệu composite chịu nhiệt do ma sát). Các miếng đệm được gắn chặt bằng đinh tán. Nếu có một bộ cố định và các thanh răng có thể thay thế được, bạn có thể thay thế chúng để khôi phục hiệu suất của đĩa. Ảnh dưới đây cho thấy độ dày của các lớp lót ma sát trên đĩa mới.
Trong quá trình hoạt động, do ma sát và quá tải nhiệt, đĩa bị xóa và không sử dụng được. Phần van điều tiết cũng bị hư hỏng (lò xo bay ra) và các rãnh dẫn bị mòn, đế thép của đĩa bị nứt.
Ở phần trung tâm của đĩa có một van điều tiết và một lỗ có rãnh khớp với các rãnh của trục đầu vào hộp số. Phần van điều tiết với tám lò xo đóng vai trò như một van điều tiết.
Giải phóng vòng bi được gắn trên một khớp nối, có điểm dừng ở cả hai phía. Những điểm dừng này cho phép bạn di chuyển khớp nối với ổ trục bằng cách sử dụng phuộc giải phóng ly hợp. Bóp bàn đạp ly hợp - bạn di chuyển phuộc này. Đến lượt mình, cô ấy di chuyển “bộ nhả” về phía “giỏ”, nơi ổ trục tựa vào các đòn nhả. Các đòn bẩy đẩy đĩa truyền động ra khỏi đĩa dẫn động và ly hợp ngắt miễn là bạn giữ bàn đạp ly hợp được nhấn. Bạn có thể tìm thấy sơ đồ dẫn động ly hợp chi tiết cũng như hướng dẫn điều chỉnh tự do bàn đạp ly hợp trong bài viết của chúng tôi - Điều chỉnh tự do bàn đạp ly hợp 130. Điều chỉnh.
Do đó, ly hợp ZIL 130 được bố trí theo cách đơn giản nhất, không có bộ tăng áp thủy lực khí nén và sử dụng một đĩa dẫn động. (Ví dụ: KamAZ, MAZ và KrAZ sử dụng hai đĩa dẫn động mà giữa đó một đĩa trung gian được lắp đặt và lực nhả được tăng lên nhờ CCGT).
Thuận tiện nhất là tháo dỡ trên rãnh quan sát bằng cách sử dụng tời đặc biệt để tháo hộp số. Thủ tục tháo dỡ:
- Vặn bốn đai ốc đang giữ hộp số vào nắp động cơ.
- Di chuyển ra khỏi động cơ, kéo hộp số ra khỏi các chốt gắn và hạ nó xuống pallet bằng tời. Sẽ có một vòng bi nhả trên trục đầu vào của hộp số.
- Vặn tám bu lông đang giữ tấm áp suất vào bánh đà của động cơ.
- Nhẹ nhàng, trong khi giữ đĩa dẫn động (được kẹp giữa bánh đà và rổ), tháo đĩa áp suất.
Sau đó, bạn có thể kiểm tra tình trạng của các bộ phận: bề mặt làm việc của đĩa áp suất, đánh giá độ mòn của các lớp lót ma sát của đĩa dẫn động. Vòng bi nhả đang hoạt động phải xoay dễ dàng mà không tạo ra âm thanh bên ngoài.
Việc điều chỉnh các chân của giỏ được thực hiện sau khi sửa chữa hoặc thay thế các phần tử ly hợp mà chúng ta đã thảo luận ở trên.Hoạt động đáng tin cậy và lâu dài của ly hợp phụ thuộc vào các đòn bẩy tiếp xúc chính xác. Nhiệm vụ chính là tìm bề mặt làm việc của các đòn bẩy cách đĩa áp một khoảng nhất định và luôn nằm trong cùng một mặt phẳng để tránh bị méo.
Để điều chỉnh, bạn sẽ cần một bánh đà phụ, có thể mua được khi tháo rời.
Không tháo đĩa áp suất ly hợp đã lắp ráp (rổ) ra khỏi bánh đà phụ (được sử dụng như một bộ cố định), cần phải điều chỉnh vị trí của các đòn bẩy so với bề mặt làm việc của đĩa áp suất.
Xoay các đai ốc điều chỉnh bằng cờ lê, đặt tất cả các cần gạt ở vị trí sao cho Khoảng cách từ bề mặt làm việc của tấm áp suất đến đỉnh của các phần nhô ra hình cầu ở các đầu bên trong của đòn bẩy đã ở trong 39,7-40,7 mm. Trong trường hợp này, các đầu của đòn bẩy phải nằm trên cùng một mặt phẳng song song với bề mặt làm việc của tấm áp suất với độ chính xác 0,5 mm, không hơn.
Sau khi điều chỉnh ly hợp xong, cần vặn chặt các bu lông của các tấm đỡ (mômen xiết 1,0-1,5 kgm). Sau đó, bu lông cotter (hình 8) bằng dây thép ủ mềm có đường kính 1 mm.
| Video (bấm để phát). |
Căn giữa kết nối có ren của đai ốc điều chỉnh với đầu ren của chốt tại một điểm.
Vặn các bu lông đang giữ chặt vỏ vào bánh đà phụ và tháo cụm tấm áp suất với vỏ. Trong trường hợp này, hãy tháo tất cả các bu lông dần dần và tuần tự để tránh biến dạng nắp ly hợp.














