Chi tiết: tự sửa máy khoan 2n125 từ một bậc thầy thực sự cho trang web my.housecope.com.
Hãng sản xuất máy khoan đứng model 2N125, 2N135, 2N150, 2G175 - Nhà máy Máy công cụ Sterlitamak, OOO NPO Stankostroeniethành lập năm 1941.
Lịch sử của Nhà máy Máy công cụ Sterlitamak bắt đầu vào ngày 3 tháng 7 năm 1941, khi việc sơ tán Nhà máy Máy công cụ Odessa đến thành phố Sterlitamak bắt đầu.
Vào ngày 11 tháng 10 năm 1941, Nhà máy Máy công cụ Sterlitamak bắt đầu sản xuất các loại máy cấp phối đặc biệt cho ngành công nghiệp quốc phòng.
Hiện tại, nhà máy sản xuất thiết bị gia công kim loại, bao gồm máy tiện và phay CNC, trung tâm gia công đa chức năng, dụng cụ cắt và gia công kim loại.
Máy khoan đứng đa năng 2H125, với đường kính khoan danh nghĩa 25 mm, được sử dụng trong các doanh nghiệp sản xuất quy mô nhỏ và đơn lẻ, được thiết kế để thực hiện các công việc sau: khoan, doa, đục lỗ, đục rãnh, doa và cắt bằng dao.
Các giới hạn về số vòng quay và bước tiến của trục chính cho phép gia công nhiều loại lỗ khác nhau trong điều kiện cắt hợp lý.
Niên đại do nhà máy sản xuất máy khoan đứng dòng 2125 với đường kính khoan lên đến 25 mm:
- 2125 - Model đầu tiên của dòng máy khoan đứng, được sản xuất từ năm 1945 đến năm 1950.
- 2A125, 2A125A, 2A125K - các mô hình sau của loạt, được sản xuất từ năm 1950 đến năm 1965.
- 2N125, 2N125A, 2N125K, 2N125F2 - mẫu phổ biến và đại chúng nhất của dòng, được sản xuất từ năm 1965 đến đầu những năm 90
- 2S125, 2S125-01, 2S125-04 - các mẫu mới nhất của dòng. Hết sản xuất năm 2014
| Video (bấm để phát). |
Sự hiện diện trên các máy của nguồn cấp dữ liệu cơ học của trục chính, với sự điều khiển thủ công của các chu trình làm việc.
Cho phép gia công các bộ phận với nhiều kích cỡ từ các vật liệu khác nhau bằng cách sử dụng các công cụ làm bằng thép cacbon tốc độ cao và thép và hợp kim cứng.
Các máy được trang bị một thiết bị để đảo chiều động cơ điện của chuyển động chính, cho phép chúng được tạo ren với các vòi máy khi trục chính được nạp bằng tay.
Vị trí loại 4 theo GOST 15150-69.
Nhà phát triển là Phòng thiết kế đặc biệt của Odessa về Máy công cụ đặc biệt.
Để gia công các lỗ có đường kính khác nhau, máy khoan đứng cơ bản được sử dụng: 2H125. Hai chữ số cuối cùng của mỗi số kiểu máy cho biết đường kính lỗ lớn nhất tính bằng mm có thể được khoan trên máy này trong 45 phôi thép.
Dựa trên các mô hình máy công cụ cơ bản ở trên, các mô hình sửa đổi sau đã được tạo ra:
2H125A - máy khoan đứng có điều khiển tự động (điều khiển được thực hiện bằng cách sử dụng các nút và cam được cấu hình sẵn);
2N125 nghìn - phối hợp máy khoan đứng với bàn chéo;
2Н125С - máy khoan đứng một vị trí đặc biệt với bút lông có mặt bích, dùng để gắn các đầu nhiều trục chính;
2Н125Н - máy khoan nhiều vị trí được thiết kế để lắp đặt nhiều đầu trục chính và bàn quay;
2N125F2 - Máy khoan CNC, bàn chữ thập và tháp pháo, v.v.
- 2T125, 2T140, 2T150 - nhà sản xuất: Gomel Plant of Machine Tool Unit
- 2AC132, 2AC132-01 - nhà sản xuất: Nhà máy công cụ máy Astrakhan
- 2L125, 2L132, 2L135, LS25, LS35 - nhà sản xuất: Lipetsk Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - nhà sản xuất: Nhà máy máy công cụ Molodechno
Bản vẽ mặt bằng làm việc của máy khoan 2H125
Ảnh máy khoan 2H125
Vị trí các bộ phận chính của máy khoan 2H125
- Ổ đĩa máy khoan - 2Н125,21.000
- Hộp số của máy - 2Н125.20.000
- Bơm pít tông dầu - 2Н125,24.000 cho máy 2Н125
- Bơm pít tông dầu - 2Н135,24.000
- Hộp thức ăn - 2Н125.30.000
- Cột, bàn, bếp - 2Н125.10.000
- Cơ chế kiểm soát tốc độ và nguồn cấp dữ liệu - 2Н125.25.000
- Tủ điện - 2Н125.72.000
- Thiết bị điện - 2Н125,94.000
- Lắp ráp trục chính - 2Н125.50.000
- Hệ thống làm mát máy - 2Н125.80.000
- Đầu khoan - 2Н125.40.000
Vị trí của bộ điều khiển máy khoan 2H125
- Tấm - Chất làm mát "chiết rót"
- Tấm - "Xả"
- Van khởi động làm mát
- + 19 Bu lông điều chỉnh nêm bàn và đầu khoan
- Bàn tay cầm du lịch
- Kẹp bàn và vít đầu khoan
- Tấm - "Tiếp đất"
- Công tắc giới thiệu
- Nhãn - “Công tắc chính”
- Nút tín hiệu MÁY BẬT
- Nút để bật vòng quay bên phải của trục chính
- Nút để bật vòng quay bên trái của trục chính
- Nút để bật chuyển động lắc lư của trục quay khi chuyển đổi tốc độ và nguồn cấp dữ liệu
- Núm xoay
- Nút dừng
- Tấm - "Tốc độ"
- Dấu hiệu - "Chỉ thay đổi tốc độ khi dừng lại"
- Kẹp bàn và vít đầu khoan
- +4 Bu lông để điều chỉnh nêm bàn và đầu khoan
- Tấm - “Nguồn cấp dữ liệu, mm trên mỗi vòng quay”
- Cần số cấp dữ liệu
- Nút bật nguồn cấp dữ liệu thủ công
- Tay quay cơ chế cấp liệu
- Limb để đếm độ sâu của quá trình xử lý
- Công tắc đèn
- Tấm - "Làm mát"
- Công tắc bơm nước làm mát
- Cam điều chỉnh độ sâu
- Cam để thiết lập độ sâu của chỉ được cắt
- Cần gạt tự động đảo chiều truyền động chính khi đạt đến độ sâu quy định của ren
- Cần cắt nguồn cấp điện khi đạt đến độ sâu làm việc xác định trước
- Hình vuông cho chuyển động thủ công của đầu khoan
Sơ đồ động học của máy khoan 2H125
Danh sách các ký hiệu đồ họa trên máy khoan 2H125
Bản vẽ hộp số máy khoan 2H125
Hộp số và truyền động. Hộp số thông báo cho trục quay 12 tốc độ quay khác nhau bằng cách sử dụng các khối di động 5 (Hình 7), 7, 8. Giá đỡ trục hộp số được đặt trong hai đĩa - trên và dưới 4, được gắn chặt với nhau bằng bốn bộ ghép nối. 6. Hộp số được dẫn động quay bởi một động cơ điện đặt theo phương thẳng đứng thông qua khớp nối đàn hồi 10 và bánh răng 9. Trục cuối cùng 2 của hộp - ống bọc - có một lỗ rãnh để truyền chuyển động quay.
Thông qua cặp bánh răng 3, chuyển động quay được truyền tới hộp cấp liệu.
Việc bôi trơn hộp số, cũng như tất cả các bộ phận lắp ráp của đầu khoan, được thực hiện từ một bơm pít tông gắn trên tấm đáy 4. Hoạt động của bơm được điều khiển bởi một thước đo dầu đặc biệt ở phía trước của động cơ phụ đĩa.
Cơ chế điều khiển tốc độ và nguồn cấp dữ liệu của máy khoan 2H125
Cơ chế chuyển đổi tốc độ và nguồn cấp dữ liệu của máy khoan 2H125
Cơ chế chuyển đổi tốc độ và nguồn cấp dữ liệu. Việc chuyển đổi tốc độ được thực hiện bởi tay cầm 2 (Hình 8), có bốn vị trí dọc theo chu vi và ba vị trí dọc theo trục, việc chuyển đổi nguồn cấp dữ liệu được thực hiện bởi tay cầm 3, có ba vị trí dọc theo chu vi đối với các máy thuộc kiểu 2H135 và bốn cho 2H150 và ba vị trí dọc theo trục. Tay cầm nằm ở mặt trước của đầu khoan. Việc đếm ngược các tốc độ và nguồn cấp dữ liệu đi kèm được thực hiện theo các tấm 1 và 4.
Bản vẽ hộp cấp liệu của máy khoan 2H125
Hộp số. Cơ chế được gắn trong một vỏ riêng biệt và được lắp vào đầu khoan. Bằng cách di chuyển hai khối ba bánh răng, chín cấp liệu khác nhau được thực hiện trên máy 2H125, 2H135 và mười hai cấp liệu trên máy 2H150. Trên máy 2N125 và 2N135, các hộp cấp liệu chỉ khác nhau ở bộ truyền động, bao gồm trên máy 2N125 của bánh răng 1 (Hình 9), trên máy 2N125, 2N135 - của bánh răng 2, 3 - tương ứng.Hộp cấp liệu được gắn trong lỗ của giá đỡ phía trên của cơ cấu cấp liệu sâu. Trên trục cuối cùng của hộp, một ly hợp 4 được đặt để truyền chuyển động quay cho con sâu.
Bản vẽ đầu khoan của máy khoan 2H125
Đầu khoan là loại đúc tiết diện hộp trong đó lắp tất cả các bộ phận lắp ráp chính của máy: hộp giảm tốc, hộp cấp liệu, trục chính, cơ cấu cấp liệu, đối trọng trục chính và cơ cấu chuyển mạch bánh răng và cấp liệu.
Cơ chế nguồn cấp dữ liệu, bao gồm bánh răng con sâu, trục ngang với giá đỡ và bánh răng, chi tiết, ly hợp vượt cam và bánh cóc, tay quay, là một bộ phận không thể thiếu của đầu khoan.
Cơ chế cấp liệu được dẫn động từ hộp cấp liệu và được thiết kế để thực hiện các hoạt động sau:
- cách tiếp cận thủ công của công cụ đối với bộ phận;
- bật nguồn cấp dữ liệu đang hoạt động;
- ứng trước thức ăn thủ công;
- tắt nguồn cấp dữ liệu đang hoạt động;
- rút trục quay bằng tay lên;
- nguồn cấp dữ liệu thủ công được sử dụng trong luồng.
Nguyên lý hoạt động của cơ cấu cấp số liệu như sau: khi tay quay 14 (Hình 10) quay, ly hợp cam 8 tự quay, làm quay trục bánh răng 3 của thanh răng và bánh răng thông qua ly hợp nửa tay 7. , và trục chính được nạp bằng tay. Khi dao đến gần chi tiết, một mômen xoắn xuất hiện trên trục bánh răng 3 mà các răng của ly hợp cam 8 không thể truyền và nửa ly hợp 7 chuyển động dọc theo trục cho đến khi các đầu cam của chi tiết 7 và 8 đứng yên. chống lại nhau. Tại thời điểm này, ly hợp cam 8 quay so với trục bánh răng 3 một góc 20 °, được giới hạn bởi một rãnh ở chi tiết 8 và chốt 10. Một đĩa bánh cóc hai mặt 6 nằm trên giá đỡ - một nửa -li hợp 7, được nối với nửa ly hợp bằng các chốt 13. Khi di chuyển ổ giữ-nửa ly hợp 7, các răng của đĩa 6 ăn khớp với các răng của đĩa tích hợp với bánh sâu 5. Do đó, chuyển động quay từ sâu được chuyển đến giá đỡ và bánh răng và trục chính được đưa vào cơ học. Khi bánh lái 14 quay thêm khi đã bật nguồn cấp dữ liệu, các chốt 13, nằm trong khớp nối nửa giữ 7, trượt qua các răng của mặt trong của đĩa 6; có một tiến trình thủ công của nguồn cấp dữ liệu cơ học.
Khi tiến dao được quay bằng tay bằng tay quay 14 (sau khi quay nó về phía chính nó một góc 20 °), răng ly hợp 8 chống lại khoang của nửa ly hợp 7. Do lực dọc trục và một lò xo đặc biệt 12, nửa ly hợp 7 dịch chuyển sang phải và ngắt các đĩa có răng 5 và 6; nguồn cấp dữ liệu cơ học dừng lại.
Cơ chế cấp liệu cho phép trục quay bằng tay. Để thực hiện việc này, tắt bộ cấp điện bằng tay quay 14 và di chuyển nắp 9 dọc theo trục của trục bánh răng 3 ra xa bạn. Trong trường hợp này, chốt II truyền mômen xoắn từ ly hợp cam 8 đến trục ngang. Limb 4 được gắn trên thành bên trái của đầu khoan để đọc trực quan độ sâu xử lý và cài đặt của cam.
Để đầu khoan di chuyển bằng tay dọc theo các cột dẫn hướng, có một cơ cấu bao gồm cặp côn 2 và cặp thanh răng I. Để bảo vệ cơ cấu cấp liệu không bị gãy, có một ly hợp an toàn 15. Đai ốc 16 và vít 17 là. dùng để điều chỉnh đối trọng lò xo.
Cụm trục chính của máy khoan đứng 2H125
Trục chính 2 (Hình 11) được gắn trên hai. Lực tiến dọc trục được cảm nhận bởi ổ đỡ lực đẩy phía dưới và lực đẩy của dao được cảm nhận bởi ổ đỡ phía trên. Các ổ trục nằm trong ống bọc 3, di chuyển dọc theo trục với sự trợ giúp của cặp giá đỡ. Vòng bi trục chính được điều chỉnh bằng đai ốc 1.
Để loại bỏ công cụ, một thiết bị đặc biệt được sử dụng trên đầu trục chính. Knockout xảy ra khi trục quay được nâng lên bằng tay quay. Giá đỡ thiết bị tựa vào thân đầu khoan và cần 4, quay quanh trục; đánh ra công cụ.
Mạch điện của máy khoan 2H125
Mô tả mạch điện của máy
Bằng cách bật máy nhập môn B1, điện áp được đặt vào mạch chính và phụ, đèn tín hiệu sáng lên.Nếu cần làm mát và chiếu sáng, các công tắc tương ứng được đặt ở vị trí “BẬT”. Bằng cách nhấn nút Kn2 “RIGHT”, cuộn dây khởi động P1 nhận được nguồn điện, các tiếp điểm chính bật M1 để trục quay quay phải. Thông qua các tiếp điểm phụ P1, bộ khởi động P5 được bật, bao gồm máy bơm điện M2 và rơle trễ P12.
Khi nhấn nút KNZ “LEFT”, bộ khởi động P1, động cơ điện M1, rơ le P12 được tắt sau khi phóng điện của tụ điện C3, các tiếp điểm của rơ le P12 (28-26) được đóng và bộ khởi động P2 và M1 được bật để quay trái. Rơle P12 bật lại.
Với tính năng đảo ngược tự động, các chuyển đổi này xảy ra khi công tắc siêu nhỏ B4 được kích hoạt bởi một cam gắn trên chi tiết.
Việc dừng được thực hiện bằng cách nhấn nút Kn1 “STOP”, trong khi các bộ khởi động P1 hoặc P2, P5 được tắt, tắt M1, M2. Thông qua các tiếp điểm của rơle P12 (7-9), rơle P11 được bật, tiếp theo là sự kích hoạt của các bộ khởi động P3 và P4. Các cuộn dây của động cơ điện M1 mắc qua các chỉnh lưu Đ1, Đ2 với máy biến áp Tr2, xảy ra hãm động. Sau khi tụ C1, C2 phóng điện, rơ le P11 được ngắt, ngắt các khởi động P3, P4 và M1 khỏi mạch hãm.
Khi chuyển đổi tốc độ, nếu các bánh răng không ăn khớp, thì chuyển động quay theo bước của rôto của động cơ điện được sử dụng. Bằng cách nhấn nút Kn4 “CRANK”, bộ khởi động P4 được bật, điện áp chỉnh lưu giảm đi qua các pha 1C2-1CЗ. Qua điện trở P2, rơle P11 bật với thời gian trễ, tắt bộ khởi động P4 và bật P3 - điện áp chảy qua các pha 1C1-1C2. Việc chuyển đổi như vậy cung cấp chuyển động của rôto và chuyển động học, tạo điều kiện cho tốc độ chuyển đổi.
Rơle nhiệt được sử dụng để bảo vệ quá tải. Để bảo vệ bằng không - các cuộn dây và tiếp điểm của bộ khởi động từ.
Các trang 1 2 3 tiếp theo
Để gửi một câu trả lời, bạn phải đăng nhập hoặc đăng ký.
- hiệp sĩ Jedi
- Ở đâu: Kostroma
- Đăng ký: 23-05-2011
- Bài viết: 1,010
Anh đã cứu một chiếc máy khoan khỏi kim loại đen. Tôi không tháo rời nó rất tốt, tôi đã làm sạch nó, xức dầu nó, kết nối nó với mạng, mọi thứ hoạt động theo nguyên tắc, nhưng có một điểm. Khi nguồn cấp tự động được bật, trục quay trong không khí sẽ hoạt động bình thường, ngay khi nó bắt đầu đi vào kim loại, nguồn cấp sẽ bị tắt. Đã thử kết hợp các tốc độ khác nhau, kết quả là như nhau.
Khi khoan gỗ, không có những rắc rối như vậy.
Có áo giữ nhiệt, nhưng hiện tại đã bị cắt. Tôi nói rằng vấn đề không phải ở điện, có một động cơ để quay và hạ thấp, bây giờ nó được kết nối trực tiếp với 380v thông qua một máy thông thường. Vòng quay không dừng lại, chỉ có sự hạ thấp mới dừng lại.
Màu đen ma thuật. 
Nếu không phải là một bí mật, thì sự cứu rỗi đã đứng lên bao nhiêu?
Mình cũng chưa biết chắc, người đó ghi là 25 r / kg, máy chưa cân nhưng trên mạng thấy nặng khoảng 600 kg.
Và thực sự kỳ diệu, bây giờ bạn không thể mua bất cứ thứ gì đáng giá với loại tiền đó. Một cái gì đó tương tự sẽ có giá cao hơn gấp nhiều lần.
Trước đó, tôi đã mua một chiếc máy tiện đang hoạt động hoàn chỉnh với giá 15 tr. bao gồm cả phương tiện đi lại. trọng lượng của nó là 1,3 tấn)
Trước đó, tôi đã mua một chiếc máy tiện đang hoạt động hoàn chỉnh với giá 15 tr. bao gồm cả phương tiện đi lại. trọng lượng của nó là 1,3 tấn)
Thật không may mắn. Chỉ là hư ảo.
Điều này có xảy ra thường xuyên không? Tôi muốn theo dõi tình hình về những điều này bằng cách nào đó. Làm thế nào, tôi thậm chí không biết.
Bạn có cài đặt tất cả những thứ này trong ga ra-xưởng của bạn không?
- PVS
- Jedi Master

- Ở đâu: Sverdlovsk
- Đăng ký: 15-06-2011
- Bài viết: 14,334
Vì vậy, bạn phải làm điều đó bằng tay.
- hiệp sĩ Jedi
- Ở đâu: Kostroma
- Đăng ký: 23-05-2011
- Bài viết: 1,010
Vì vậy, bạn phải làm điều đó bằng tay.
Trước đó, tôi đã mua một chiếc máy tiện đang hoạt động hoàn chỉnh với giá 15 tr. bao gồm cả phương tiện đi lại. trọng lượng của nó là 1,3 tấn)
Thật không may mắn. Chỉ là hư ảo.
Điều này có xảy ra thường xuyên không? Tôi muốn theo dõi tình hình về những điều này bằng cách nào đó. Làm thế nào, tôi thậm chí không biết.
Bạn có cài đặt tất cả những thứ này trong ga ra-xưởng của bạn không?
Đây là những thứ từ những nơi khác nhau. Chỉ là tình cờ thôi.
Không, tôi có một cửa hàng chế tạo kim loại. Tôi thuê một phòng.
trước đó đã thuê một phòng trọ cùng một số máy móc.Tôi muốn mua lại thứ gì đó, họ không trả lại, bây giờ tất cả nằm la liệt trên phố, nhưng họ vẫn không cho đi bất cứ thứ gì.
vẫn không đưa ra bất cứ điều gì
Toàn bộ bản chất của một nhà quản lý kém cỏi. Như một công cụ để đi tiểu. Họ chỉ biết cho thuê và có tiền từ việc này. Và tâm trí để chế ngự các thiết bị hiện có là không đủ.
Tôi xem YouTube, ở Ufa cũng giống như vậy, một nhà máy trước đây với các giá đỡ máy công cụ, có giá bằng một dofiga thực sự. Với giá của kim loại, bạn có thể mua lại. Tôi đoán là chỉ có vận chuyển sẽ tốn kém. Nếu cần, tôi sẽ cung cấp cho bạn một người liên hệ làm việc ở đó / thạc sĩ / bắn các blog.
Không chỉ có máy tiện, còn có một số máy rất chuyên dụng, chẳng hạn như máy ép cho các tấn dữ dội và tất cả những thứ đó. Tôi không nhớ chính xác. Một đống thắt lưng khổng lồ chất đống trong một căn phòng riêng biệt.
Tất nhiên, tôi không biết, nhưng tại sao bạn cần nguồn cấp dữ liệu này? Tôi chưa bao giờ sử dụng của tôi. Nó có một vấn đề muôn thuở, đó là bôi trơn. Nếu dầu bôi trơn của bạn không chảy và hơi nước: trục chính - bút lông không chơi, chúc may mắn.
Các trang 1 2 3 tiếp theo
Để gửi một câu trả lời, bạn phải đăng nhập hoặc đăng ký.
Tin nhắn số 1 Alex72 »02 tháng 1 năm 2018, 12:43
Tin nhắn số 2 CHÈO THUYỀN »02 tháng 1 2018, 12:48
Tin nhắn số 3 Salnik1970 »Ngày 02 tháng 1 năm 2018, 13:20
Tin nhắn số 4 vanek-in1 »02 tháng 1 2018, 17:12
Tin nhắn số 5 thợ máy »02 tháng 1 năm 2018, 18:16
Tin nhắn số 6 Salnik1970 »Ngày 02 tháng 1 năm 2018, 21:09
Tin nhắn số 7 Alex72 »Ngày 03 tháng 1 năm 2018, 13:01
Cảm ơn ! Noi. Mở nắp bên nào tốt hơn? Còn gì tuyệt hơn khi đến gần mùa xuân này
Gửi sau 2 phút 31 giây:
Tin nhắn số 8 Salnik1970 »Ngày 03 tháng 1 năm 2018, 13:41
Tin nhắn số 9 vanek-in1 »Ngày 03 tháng 1 năm 2018, 13:42
Tin nhắn số 10 Alex72 »06 tháng 1 năm 2018, 01:56
Mở ra ngày hôm nay từ một bên của chi. Rút mặt bích ra. Gắn vào nó bằng hai bu lông. Một số loại cơ chế lò xo. với một cái ách. Bánh răng mặt trời vẫn còn trên mặt bích. Nó bao gồm một bánh răng nhỏ. Mà nằm trên trục của vô lăng chính nó. Lớn lên trong một cây bút lông thủ công. Hỗ trợ và thu thập mọi thứ. Bút lông không rơi. Khỏe. Nhưng cô ấy không bao giờ trở lại đỉnh cao.
Tôi đang đọc. cái gì trong tủ. . Trong khả năng hiểu biết của tôi. Có một chuỗi có tải để trả bút lông lên.
Và một câu hỏi nữa: Cho tôi hỏi thiết bị của nắp ca lăng 125ki. Tôi đã thua.
Khó khăn như thế nào để tự mình làm ra nó?
Gửi sau 2 phút 53 giây:
Một câu chuyện nhỏ. Có một thời gian tôi làm việc trong xưởng sửa chữa máy bơm nhiên liệu cao áp (máy bơm nhiên liệu cao áp), và có một chiếc máy khoan bị bỏ hoang, tức là một chiếc máy khoan, trên tầng hai. Chủ sở hữu đã loại bỏ nó xuống địa ngục, mua cô ấy, theo ý kiến của mình, "một sự thay thế thích hợp." Khi tôi hỏi cô ấy có chuyện gì, anh ấy trả lời rằng bút lông đã đập và cô ấy không thể khoan được nữa.
Dạo một vòng quanh chiếc máy, tôi nhận ra rằng người chủ, thật may mắn cho tôi, đã có đầy đủ
kẻ ngốc đã sai, và vấn đề là ở vòng bi. Nhưng tôi không nói với anh ấy về điều này, mà chỉ đề nghị mua "thùng rác" này từ anh ấy với giá phế liệu, và thực tế là anh ấy đã nhanh chóng đồng ý. Vì vậy, tôi đã trở thành chủ sở hữu tự hào của một chiếc máy khoan cuối những năm 60 nặng khoảng 150 kg, cột của nó được đúc, một mảnh, côn Morse số 2 bằng bút lông và một động cơ kilowatt. Trong ngắn hạn, một máy công nghiệp khá nhỏ.
Tôi nhanh chóng gọi cho một người bạn có xe bán tải và chúng tôi, trong khi không ai thay đổi ý định, tháo dỡ nó thành những mảnh dễ tiêu hơn, chất lên xe ô tô và mang về nhà tôi ở xưởng ban công của tôi.

Tiếp theo là phần tháo rời máy chi tiết hơn, ép các ổ trục bị chết vào thùng rác:

Tiếp theo là: xả sạch mọi thứ khỏi vết dầu mỡ cũ, làm sạch lớp sơn cũ, thay thế vòng bi bằng vòng bi mới loại kín (bị tắc do dầu mỡ của nhà sản xuất).



"Mũ sạch" - vỏ bảo vệ của thắt lưng:

Đã lắp ráp Quill với vòng bi mới:

Song song đó, việc trát và sơn máy cũng được thực hiện:



Các bộ phận cuối cùng được rửa sạch, co nhiệt được đặt trên tay cầm để trông thẩm mỹ hơn, dầu mỡ (hoa văn) được mua và mọi thứ đã sẵn sàng để lắp ráp lần cuối:



Từ từ mọi thứ sẽ vào đúng vị trí:

Trong quá trình này, tôi quyết định không sử dụng động cơ ba pha cũ, tôi vẫn chưa có ba pha ở nhà, vì vậy, một động cơ công suất kilowatt mới đã được mua và một bộ chuyển đổi đã được gia công. Ròng rọc được cẩu vào đúng vị trí của nó trên động cơ mới:

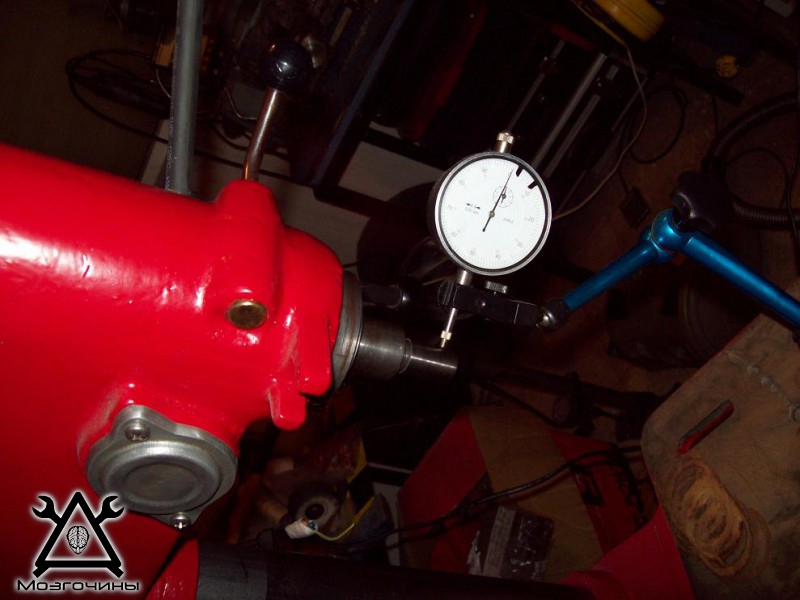
Nhớ rằng sẽ rất tuyệt khi kiểm tra kết quả sửa chữa bút lông, hay đúng hơn là thay thế vòng bi, và nhìn vào nhịp kết quả, tôi đã cố gắng làm điều đó. Và - ồ, một điều kỳ diệu! - mặc dù thực tế là khi chọn vòng bi, tôi không theo đuổi cấp độ chính xác, kết quả vượt quá mọi mong đợi, thời gian chạy hướng tâm là 0,01:
Cuối cùng, một vài điều nhỏ cuối cùng - và máy đã sẵn sàng:


Và cuối cùng - một sự tò mò nhỏ. Cỗ máy xuất hiện chỉ tuyệt vời, chính xác, mạnh mẽ, nhưng có một vấn đề: NÓ TỤI Ở BÊN KHÁC, tức là ở bên trái
Đạo lý của câu chuyện là: không uống nhiều bia khi tân trang thiết bị. Tôi đã phóng nó cả trăm lần, vặn nó, nhổ nó và KHÔNG BAO GIỜ để ý đến việc nó quay theo hướng ngược lại (có thể là do không có hộp mực, nhưng nó không nhìn thấy trên trục tròn). Nhưng nó không quan trọng. Sau khi rung động cơ, tôi nhận ra rằng không thể dễ dàng đảo ngược nó, và, tôi đã mua một bộ máy khoan "trái", tôi đã sử dụng nó được vài năm và hạnh phúc như con voi.

- Kỷ niệm chương steampunk tự làm - 16/12/2016
- Bật lửa Steampunk - 08/12/2016
- Một ổ đĩa flash Steampunk khác - 28/07/2016
- Ổ đĩa flash Steampunk - 07/12/2016
- Xe điện nghiêng - 18/06/2016
- Bảng điều khiển dành cho xe điện - 06/04/2016
- Kubotan mini, dụng cụ mở chai, móc khóa - 05/12/2016
- Búa mini - 30/04/2016
- Ổ đĩa flash dưới dạng một bugi - 25/04/2016
- Mặt dây chuyền cho người đi xe đạp - video - 18.04.2016
- Phụ kiện điện cho xe lăn - 07/09/2014
- Đèn pha LED cho chu kỳ điện - 25/06/2014
- Hậu đèn hạt nhân - 24/06/2014
- Đèn pha LED cho xe đạp điện - 22/06/2014
- Máy viền đá cẩm thạch - 21.06.2014
Có thể thay đổi hướng quay không? Theo như tôi biết, chỉ khi kết nối các cuộn dây với "hình tam giác" với các dây dẫn được hàn thì mới có vấn đề khi thay đổi hướng quay. Trong tất cả các trường hợp khác, nó là có thể.
Lớp học. Sẽ có nhiều bài báo với sự phục hồi?
Nếu mình tìm thấy hình ảnh, sẽ có một cái khác về máy tiện nhỏ :)
Tôi đã nhìn vào những bức ảnh, không, đây là một cơn ác mộng hoàn toàn, không có gì có thể nhìn thấy trên chúng, sẽ có những dự án khác
Không phải mọi pha một pha đều có thể đảo ngược dễ dàng, đối với tôi thì không thể thực hiện được nếu không tháo rời hoàn toàn để đi đến các cuộn dây, tôi chỉ đơn giản là quyết định không tắm hơi.
Máy đã hoạt động được 4 năm và không có gì phải phàn nàn, máy khoan thuận tay trái thường được sử dụng trên máy CNC nên chất lượng cao hơn rất nhiều, vì chúng được thiết kế để chịu tải nặng.
Tất nhiên là có hội thảo, nhưng bên cạnh đó là hàng chục bài báo
Bạn chỉ cần nghĩ trong phần nào để đăng nó.
Để xem nào, tôi nghĩ tốt hơn nên có một chủ đề riêng, ví dụ, trong một bộ công cụ.
Siêu. Bài tiếp theo đăng hội thảo của bạn. Mọi người đã đánh giá cao và muốn xem nơi làm việc của bạn. Tôi nghĩ rằng nó sẽ được tính.
Trình duyệt của bạn không hỗ trợ canvas.





Máy khoan đứng đa năng 2H125, 2H135, 2H150 được sử dụng tại các doanh nghiệp sản xuất đơn chiếc và quy mô nhỏ, được thiết kế để thực hiện các công việc sau: khoan, doa, đục lỗ, đục lỗ, doa và cắt bằng dao.
Sự hiện diện của bộ cấp trục cơ học trên máy móc, với khả năng điều khiển thủ công các chu trình làm việc, cho phép gia công các bộ phận ở nhiều kích cỡ khác nhau từ các vật liệu khác nhau bằng cách sử dụng các công cụ làm bằng thép cacbon tốc độ cao và thép tốc độ cao và hợp kim cứng.
Các máy được trang bị một thiết bị để đảo chiều động cơ điện của chuyển động chính, cho phép chúng được tạo ren với các vòi máy khi trục chính được nạp bằng tay.
Vị trí loại 4 theo GOST 15150-69.
Sơ đồ động học
Sơ đồ động học của các máy 2H125, 2H135 được thể hiện trên hình 5.
Do tính đơn giản của sơ đồ động học, mô tả của chúng không được đưa ra.
Ghi chú.Chuỗi chuyển động của bàn là giống nhau đối với cả ba máy.
Chuỗi cấp liệu giống nhau đối với máy 2125 và 2H135.
Cột, bàn, bếp
Cột của máy là một loại gang đúc. Đầu khoan và bàn được di chuyển theo cách thủ công dọc theo các thanh dẫn của cột dovetail. Bàn máy có ba khe chữ T. Một máy bơm điện được lắp đặt trên tấm nền, và bên trong tấm có một bể chứa với bể chứa nước làm mát.
Hộp số và ổ đĩa
Hộp số thông báo cho trục quay 12 tốc độ quay khác nhau với sự trợ giúp của các khối di động 5 (Hình 7), 7, 8. Giá đỡ trục hộp số được đặt trong hai tấm - tấm trên 1 và tấm dưới 4, được gắn chặt với nhau bằng bốn bộ ghép 6. Hộp số được truyền động theo phương thẳng đứng nhờ động cơ điện thông qua khớp nối đàn hồi Yu và bánh răng 9. Trục 2 cuối cùng của hộp - ống bọc - có một lỗ rãnh mà qua đó chuyển động quay đến trục chính. Thông qua cặp bánh răng 3, chuyển động quay được truyền đến hộp cấp liệu Việc bôi trơn hộp số, cũng như tất cả các bộ phận lắp ráp của đầu khoan, được thực hiện từ một bơm pít tông lắp trên tấm dưới 4. Hoạt động của bơm được kiểm soát bởi một chỉ báo dầu đặc biệt ở mặt trước của tấm động cơ.
Cơ chế chuyển đổi tốc độ và nguồn cấp dữ liệu
Chuyển đổi tốc độ được thực hiện bởi tay cầm 2 (Hình 8), có bốn vị trí dọc theo chu vi và ba vị trí dọc theo trục, chuyển đổi nguồn cấp dữ liệu được thực hiện bởi tay cầm 3, có ba vị trí dọc theo chu vi đối với các máy thuộc kiểu 2H125, 2H135 và bốn cho 2H150, và ba vị trí dọc theo trục. Tay cầm nằm ở mặt trước của đầu khoan. Việc đếm ngược các tốc độ và nguồn cấp dữ liệu đi kèm được thực hiện theo các tấm 1 và 4.
Hộp số
Cơ chế được gắn trong một vỏ riêng biệt và được lắp vào đầu khoan. Chín lần cấp liệu khác nhau trên máy 2H125, 2H135 và mười hai lần cấp trên máy 2H150 được thực hiện bằng cách di chuyển hai bộ ba bánh răng. Trên máy 2H125 và 2H135, các hộp cấp liệu chỉ khác nhau về bộ truyền động, bao gồm trên máy 2H125 của bánh răng I (Hình 9), trên máy 2H125, 2H135 - của bánh răng 2, 3 - tương ứng. Hộp thức ăn được gắn trong lỗ của giá đỡ trên cùng của cơ cấu nạp liệu. Trên trục cuối cùng của hộp, một ly hợp 4 được đặt để truyền chuyển động quay cho con sâu.
Đầu khoan
Đầu khoan là vật đúc bằng gang của một bộ phận hộp, trong đó lắp tất cả các bộ phận lắp ráp chính của máy: hộp giảm tốc, hộp cấp liệu, trục chính, cơ cấu cấp liệu, đối trọng trục chính, bánh răng và cấp liệu. cơ chế chuyển mạch.
Cơ cấu cấp liệu, bao gồm một bánh răng sâu, một trục ngang với giá đỡ và bánh răng, một chi tiết, một bộ ly hợp quá cam và bánh cóc, một tay quay, là một bộ phận không thể thiếu của đầu khoan.
Cơ chế cấp liệu được dẫn động từ hộp cấp liệu và được thiết kế để thực hiện các hoạt động sau:
cách tiếp cận thủ công của công cụ đối với bộ phận; bật nguồn cấp dữ liệu đang hoạt động;
ứng trước thức ăn thủ công;
tắt nguồn cấp dữ liệu đang hoạt động;
rút trục quay bằng tay lên;
nguồn cấp dữ liệu thủ công được sử dụng trong luồng.
Nguyên lý hoạt động của cơ cấu cấp số liệu như sau: khi tay quay 14 (Hình 10) quay, ly hợp cam 8 tự quay, làm quay trục bánh răng 3 của thanh răng và bánh răng thông qua ly hợp nửa lồng 7, và trục chính được nạp bằng tay. Khi dao đến gần chi tiết, một mômen xoắn xuất hiện trên trục bánh răng 3 mà các răng của ly hợp cam 8 không thể truyền và nửa ly hợp 7 chuyển động dọc theo trục cho đến khi các đầu cam của chi tiết 7 và 8 đứng yên. chống lại nhau. Tại thời điểm này, ly hợp cam 8 quay so với trục bánh răng 3 một góc 20 °, được giới hạn bởi một rãnh ở chi tiết 8 và chốt 10. Một đĩa bánh cóc hai chiều 6 nằm trên nửa kẹp. -li hợp 7, được nối với nửa ly hợp bằng các chốt 13. Khi di chuyển nửa ly hợp kẹp 7, các răng của đĩa 6 ăn khớp với các răng của đĩa 6 ăn khớp với bánh sâu 5.Kết quả là, chuyển động quay từ con sâu được chuyển sang giá đỡ và bánh răng và trục quay được đưa vào cơ học. Khi bánh lái 14 quay thêm khi đã bật nguồn cấp dữ liệu, bánh răng 13, ngồi trong bán ly hợp lồng 7, trượt qua các răng của mặt trong của đĩa 6; có một tiến trình thủ công của nguồn cấp dữ liệu cơ học.
Cơ chế cấp liệu cho phép trục quay bằng tay. Để thực hiện việc này, tắt bộ cấp điện bằng tay quay 14 và di chuyển nắp 9 dọc theo trục của trục bánh răng 3 ra xa bạn. Trong trường hợp này, chốt 11 truyền mô-men xoắn từ ly hợp cam 8 đến trục ngang. Limb 4 được gắn trên thành bên trái của đầu khoan để đọc trực quan độ sâu xử lý và thiết lập cam.
Để đầu khoan di chuyển bằng tay dọc theo các cột dẫn hướng, có một cơ cấu bao gồm cặp côn 2 và cặp thanh răng 1. Để bảo vệ cơ cấu cấp liệu không bị gãy, có một ly hợp an toàn 15. Đai ốc 16 và vít 17 là dùng để điều chỉnh đối trọng lò xo.
Trục quay (Hình 11) được gắn trên hai ổ bi. Lực ăn dọc trục được cảm nhận bởi ổ đỡ lực đẩy bên dưới, và lực đập dao được cảm nhận bởi ổ đỡ phía trên. Các ổ trục nằm trong ống bọc 3, di chuyển dọc theo trục với sự trợ giúp của cặp giá đỡ. vòng bi trục chính được điều chỉnh bằng đai ốc 1
Để loại bỏ công cụ, một thiết bị đặc biệt được sử dụng trên đầu trục chính. Knockout xảy ra khi trục quay được nâng lên bằng tay quay. Giá đỡ của thiết bị dựa vào thân của đầu khoan và cần 4, quay quanh trục, đẩy dụng cụ ra.
Sơ đồ hệ thống dây điện
Bật máy giới thiệu Q1 cấp điện cho mạch chính và phụ, đèn tín hiệu H2 sáng trên điều khiển từ xa. Nếu cần làm mát và chiếu sáng, các công tắc tương ứng được đặt ở vị trí BẬT.
Bằng cách nhấn nút S2 RIGHT, cuộn dây khởi động K1 được cấp điện, các tiếp điểm chính bật động cơ M1 để trục quay quay đúng. Thông qua các tiếp điểm phụ K1, bộ khởi động K2 được bật, bao gồm động cơ điện M2 và rơle trễ K7.
Nhấn nút TRÁI S3 sẽ tắt bộ khởi động K1, động cơ M1, rơ le K7. Sau khi phóng điện của tụ điện SZ, các tiếp điểm của rơle K7 (28-26) được đóng lại, và bộ khởi động ngắn mạch trong động cơ điện M1 được bật cho quay trái của trục chính. Rơ le K7 bật trở lại.
Với tính năng đảo ngược tự động, các chuyển đổi này xảy ra khi microwitch S6 được kích hoạt bởi một cam gắn trên mặt đồng hồ.
Việc dừng được thực hiện bằng cách nhấn nút S1 STOP. Trong trường hợp này, các bộ khởi động K1 hoặc ngắn mạch, K2 làm tắt các động cơ điện M1, M2, được tắt. Thông qua các tiếp điểm của rơ le K7 (7-9), rơ le K6 được bật, tiếp theo là sự kích hoạt của các bộ khởi động K4 và K5. Các cuộn dây của động cơ M1 được nối qua bộ chỉnh lưu V1, V2 với máy biến áp T1. Trục chính được hãm bằng điện động lực học.
Sau khi phóng điện các tụ C1, C2, rơle K6 được nối tắt làm tắt các máy khởi động K4, K5.
Khi chuyển đổi tốc độ, nếu các bánh răng không ăn khớp, thì một chuyển động lắc của rôto của động cơ M1 sẽ được áp dụng. Bằng cách nhấn nút SWING S4, bộ khởi động K4 được bật, cung cấp điện áp chỉnh lưu giảm qua các pha IC2-IC3.
Qua điện trở R2, rơ le K6 được bật với thời gian trễ, làm tắt bộ khởi động K4 và bật bộ khởi động K5. Trong trường hợp này, điện áp giảm chảy qua các pha ICI-IC2. Sự thay đổi như vậy tạo ra sự lắc lư của rôto, giúp việc thay đổi bánh răng dễ dàng hơn.
Máy khoan đứng 2n125 được thiết kế để khoan, doa, đục lỗ, doa lỗ trên các bộ phận trong sản xuất đơn lẻ và quy mô nhỏ. Cấp chính xác của máy là H (bình thường).
Thiết kế của máy khoan đủ cứng và bền, giúp loại bỏ khả năng rung lắc trong quá trình gia công. Có thể gia công các bộ phận từ nhiều vật liệu khác nhau (thép, gang, vật liệu màu), dụng cụ tốc độ cao (R6M5, R18) hoặc hợp kim cứng (TK, VK).
Thiết bị máy khoan:
- Ổ chính;
- Hộp tốc độ máy;
- Bơm pít tông;
- Bơm pít tông;
- Hộp cấp liệu máy;
- Cột, bàn, bếp;
- Cơ chế điều khiển tốc độ quay và cấp liệu;
- Tủ quần áo;
- Thiết bị điện của máy;
- Con quay;
- Hệ thống làm mát máy;
- Đầu máy khoan.
3. Van chuyển mạch làm mát;
4.19. Điều chỉnh bu lông của nêm bàn và đầu khoan;
5. Tay cầm để di chuyển bàn và đầu;
6.18. Vít kẹp bàn và đầu kẹp;
10. Nút tín hiệu MÁY BẬT;
11. Nút bật trục quay phải;
12. Nút bật quay trái trục quay;
13. Nút bật chuyển động lắc lư của trục quay khi chuyển đổi tốc độ quay và cấp liệu S;
14. Cần sang số;
21. Xử lý chuyển đổi nguồn cấp dữ liệu;
22. Nút bật nguồn cấp bằng tay;
23. Tay quay của cơ cấu cấp liệu;
24. Limb để đếm độ sâu của quá trình xử lý;
27. Công tắc bơm làm mát;
28. Cam điều chỉnh độ sâu xử lý;
29. Cam để thiết lập độ sâu của chỉ được cắt;
30. Cần số tự động đảo chiều của truyền động chính khi đạt đến giá trị quy định của chiều sâu cắt ren;
31. Cần gạt để ngắt nguồn cấp liệu khi đạt đến độ sâu gia công lỗ định trước;
32. Hình vuông cho chuyển động bằng tay của đầu.
Nhờ các bộ di động 5, 7, 8, hộp giảm tốc nhận và truyền 12 tốc độ quay khác nhau cho trục quay. Các gối đỡ trục (ổ trục) của hộp số được đặt trong hai đĩa 1 và 4, được gắn chặt với nhau bằng bốn bộ ghép 6. Hộp số quay từ động cơ điện đặt theo phương thẳng đứng thông qua ly hợp an toàn đàn hồi 10 và bánh răng thúc 9.
Trục 2 - ống bọc - được làm với một lỗ có rãnh, qua đó chuyển động quay đến trục chính. Thông qua cặp bánh răng 3, mômen quay được truyền đến hộp cấp liệu.
Hộp cấp liệu được lắp trong một vỏ gang riêng biệt và gắn vào đầu khoan. Chuyển động được thực hiện bằng cách sử dụng hai khối ba bánh răng và nhận được chín cấp liệu khác nhau.
| Video (bấm để phát). |
Cơ chế nguồn cấp dữ liệu được kết nối với hộp cấp liệu và được thiết kế để thực hiện các hoạt động khác nhau, cụ thể là:
- cung cấp thủ công dụng cụ cắt cho phôi;
- bật nguồn cấp dữ liệu làm việc của công cụ;
- chuyển động cấp liệu thủ công;
- tắt nguồn cấp dữ liệu làm việc của công cụ;
- thủ công rút đầu trục chính lên;
- nguồn cấp bằng tay S, được sử dụng khi cắt các sợi khác nhau.













